��ɢ���Ӽ����ڵ���������Ӧ��
2015-02-18 ��� �й�����ϵͳ��ѧ�빤���о�Ժ
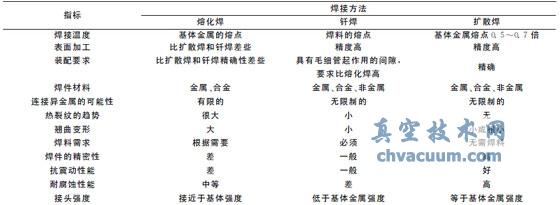
������ɢ�����������������Ĺؼ����ռ���֮һ���������Ӿ��ȸߡ���ͷǿ�ȸߡ��ɺ������������ŵ㣬�ڵ������������Ӧ��ǰ�����������ļ��ԵĽ�������ɢ���Ӽ������ص㡢���ࡢ���Ӳ����Լ������ڵ��������ĵ���Ӧ�á�
��������������Ԫ�����ɶ�ʮ�����������(��б���Ͻ���������������ϺͷǷϽ������ز������������)�õ纸��������������ƺܶ������ĸ��豸������Ϲ�������������������Ԫ�������õĵ纸������ǥ�������������ʵ��躸��Ƥ�뼤�⺸���������������������ѹ���ȡ�����Ԫ������ף�mm������λ���Ϸ�չ������Ԫ�����������㾫�ȡ����μ���������ȷ����˷dz���������Ҫ�����������������ִ��������ϣ���б������ڱ���˵û�������ķϽ��������ʺͷǷϽ������ز����ʣ���ʹ��ͷ�����˸߿����ԣ��߾��صij̶ȺͶ��صij̶ȡ��Ȱ�ȫ��ȫ�Է��������������ܷ⽺������ߵ���չ�����������ܸı�߾��ܵ纸�����ϻ��Ƶ纸��������˸����ı������ʳ�õ����ܣ����������纸���������ù��Ԫ���������������в����г�ǰ���㷺�� ����1�������� ����ǰ����Kazakov��20������50��������̸��������ϵͳ���������ڹ�����������(Solid State Diffusion Bonding)��ʱ����Чɫ���ǽ���(Transient Liquid PhaseBonding��Ӣ����дTLP)�Ͳ���ʱ����Чɫ���ǽ���(Partial Transient Liquid Phase Bonding��Ӣ����дPTLP)�� ����1.1������ճ���� ��������ɢ������Щ����ɢ������Ӧ�õĹ�����ơ�����ɢ���������̳������ԭ�Ӻ�תǨ�Ĺ�̬Ӳ�̰�װ������Ʋ������̣�����Ҫʱ����ʪ�ȼ�������ѹ���������ϣ����Ӵ�������������(Ra<0.4μm)������ģ�ƽ����r��ɢ������ʪ��Ϊ(0.5��0.9)Tm(TmΪԭ�ϵ����̵㣬����ԭ�ϽӴ�ʱ��TmΪ�����̵�ԭ�ϵ����̵�)���ֽӴ���ͷԭ��ԭ�ϵ����ȴ�������ȼ���ɫ����ұ�������ڣ���Ҫ����һֱɢ����������ͨ�������(�����������)������ɢ������ʪ�ȸߡ�������ѹ��ʱ��(�ʹXСʱ����)��Ϊ�ܿ˷��������⣬TLP������ȡ�õķ�չ�� ����1.2��TLP ����TLP������ۺ���ѹ��֮ǰ��һ�ື�Ӿ��巽����TLP����һ�����Ժ������ܻ�����ƽ���¶Ƚϵ͵ı������в�Ӳ��þ���ֺͽ�����϶�������Ӳ��þ���ֺͽ�����ϣ������ں�����֮ǰ������С�Ĺ�����ѹ�����ӹ�����ѹ�����������l���½��в�ů�������в�Ӳ��þ���ֺͽ�������ܻ�����������в�Ӳ��þ���ֺͽ��������ʪ���ϣ��ں��������ɾ��Ĺ�������ǰ�Ĥ�������˿϶��ĸ��ȱ������ڣ����в�Ӳ��þ���ֺͽ�����������֮ǰ�ᷢ���ⷢչ��Ӳ��þ���ֺͽ����������������ƽ�ȣ��ڵ�������ⷢչ�����в�ů������ƽ���¶ȶ���һ�i�ⷢչ����ɼ�̵�����[3]�� ����2����չ�������� �������ڻ�����ǥ����ͬ�ڣ��������߱�����ɫ���1һ���� ��1���������Ļ�������