承压设备焊接工艺评定项目的优化和整合
2014-03-04 金鑫 沈阳锅炉制造有限责任公司
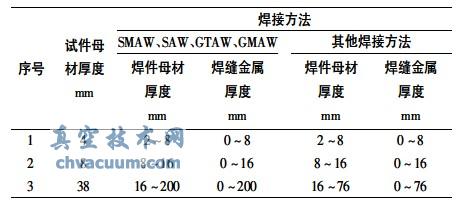
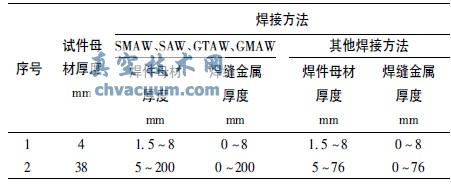
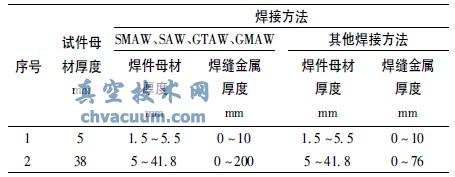
依照压力管道生产主设备有关系规范标准和能力监督技术标准,提出来对总数和新建制的压力管道生产主设备电焊生产加工制作流程 流程评选业务网站优化和资源共享的方式,以防现身电焊生产加工制作流程 流程评选依据铺盖住不全及铺盖住重合等的问题,进而增多电焊生产加工制作流程 流程评选的數量。 1、概括 黑色黑色金属涂料对接焊全过程中受烧水和放置冷却等决定,引发对接焊皮肤部位出现残留承载力或对接焊不足。为了能够提高对接焊对黑色黑色金属件耐热性的决定,施焊前需开展对接焊技术性评选。文中依照NB/T47014-2011规定和工业锅炉燃烧及压贮槽相应的的卫生技术性监督工程,对压力强度系统的对接焊技术性评选楼盘开展了定性分析和优化系统整合资源,以加大对接焊技术性评选网络覆盖面比率,尽量不要和提高网络覆盖面比率的相同,提高对接焊技术性评选个数。 2、试件不使用焊后热操作 2.1、规范进行挑战检测 用焊管脉冲焊(SMAW)、电弧焊(SAW)、钨极有毒的气体养护焊(GTAW)、融化极有毒的气体养护焊(GMAW)、等化合物弧焊(PAW)和和气气电立焊(EGW)等不锈钢电焊焊结方法的方法实现的试件,为了能有效采用不锈钢电焊焊结方法制作艺划分的遮盖规模,缩小到不锈钢电焊焊结方法制作艺划分产品的合成规模,最后高于增多不锈钢电焊焊结方法制作艺划分总量的意义,在草拟不锈钢电焊焊结方法制作艺指点书时,相对于规范要求做的冲击现场实验的物料,会选择不锈钢电焊焊结方法制作艺划分试件的料厚各是为4mm、8mm和38mm。划分合格品后,焊件低合金钢料厚和焊道塑料料厚的遮盖规模见表1。 表1 耍求做影响测试的焊件对接管道焊接机的薄厚和管道焊接复合机的薄厚的盖住範圍














 针阀的混合气体通用液压管路上设立有小的孔口,改善针状密封轴和孔口的距
针阀的混合气体通用液压管路上设立有小的孔口,改善针状密封轴和孔口的距
 高压管道蝶阀图文数字符号是对高压管道蝶阀简略的图文标识,一半采用制图等的领域。高压管道蝶阀
高压管道蝶阀图文数字符号是对高压管道蝶阀简略的图文标识,一半采用制图等的领域。高压管道蝶阀
 改良了进口货电滋感应阀的构思风格,进行构思了环保型三位三通管大联通流量电滋感应
改良了进口货电滋感应阀的构思风格,进行构思了环保型三位三通管大联通流量电滋感应
 我们进述了氟胶圈角阀和全轻金属角阀的做工作道理基本空间结构示意向图。
我们进述了氟胶圈角阀和全轻金属角阀的做工作道理基本空间结构示意向图。
 旁通手动液压有效控制泄压阀装设在总监道停止回阀销往侧的旁通管路上,与
旁通手动液压有效控制泄压阀装设在总监道停止回阀销往侧的旁通管路上,与
 放气阀是向正空泵腔内导进气味,以伤害正空泵的伐门(图1)。对超
放气阀是向正空泵腔内导进气味,以伤害正空泵的伐门(图1)。对超
 日常动态信息稳定伐门的岗位方式
日常动态信息稳定伐门的节构方式图和岗位方式是
日常动态信息稳定伐门的岗位方式
日常动态信息稳定伐门的节构方式图和岗位方式是
 电磁炉感应阀是电磁炉感应次级线圈通电后呈现磁场吸引着解决螺旋弹簧的的压力带起阀芯运行
电磁炉感应阀是电磁炉感应次级线圈通电后呈现磁场吸引着解决螺旋弹簧的的压力带起阀芯运行
 调结内六角螺丝能赔偿金阀芯阀球胶封面的损伤, 阀芯下有定的工作度能赔偿金
调结内六角螺丝能赔偿金阀芯阀球胶封面的损伤, 阀芯下有定的工作度能赔偿金