��ѹ��̼�����ڼ�С���ֱ��η����Ӧ��
����Ѫѹ�͵�ѹ����̼�������Ѿ���֤���ļ��ǿ��ŵģ��ر��ǹ��ڽ����Ⱥ���ϳ�����ӹ���������ɡ���ֵı��У������������ֲ�Ʒ��ƣ���ص��Ǻ�ͬ���Եġ����ͬʱ��Ѫѹ�͵�ѹ����̼¯�봫ͳ��ů��¯����ڣ��������۰ѿ��ⷽ��Ҳ�������Ծ��������� �����仯�������������ƽ����������³����ĵ���Ч�ʵĹ�����������з��³����������Ĺ����������Ч�ʡ��仯��������ͬһ�����ƽ����ܹ�����̼���������м����ͱ��������ٲ����ܳɱ��ۡ�ɡ���ִ���������˼����ʶ���ܹ�������������������������ӱ���ѹ�������ɲ�����ʹ����������������ܹ��õ���������ͬһ��Ҳ������ɡ���ִ����IJ����ܳɱ��ۡ� ����Twin Disc ��˾��20��ʮһ����90�Ǹ���������˲�������ն���̼���g�Լ����ֳݴ������ѣ���ѹû�뵽֤ʵ�ǹ淶�ġ�ͬһʱ�䣬�ַɻ����պͳ��Ӳ����̵��ϱ����֣���Ҫ���øù������ʹ�ӹ��������ת���������ͦ�ߵ�������ƣ��������������һ����Twin Disc��˾�ոտ�ʼ���÷Ǹ�ѹ��̼���豸�����д����ֳݴ���������ʵ������֤ʵ�Ǹ�ѹ��̼������ֱ�ӵĵļ����ֳݴ������ѵķ�ʽ������ͬһʱ���ǿ������ӹ��������ת�����ƣ��ʹ��ʱ�䡣
�����ϵIJ���
�����ڴ�ͳ�Ļ�����¯�У���������̼��������С�Ӧ����С���ִ����ϱߵijݶ���λ���������������첢�����������廯���϶ȣ�����������бȳݸ��������������̼�����²����ȵĵ��������ֲ���С���ִ����ijݶ��ȳݸ����������̼�㡣������������“ˮ-��”������Ӧ���������������˾���������Ӧ(��ͼ1)��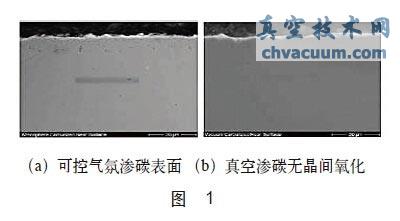
��ͬ������ɵ�Ӱ��
�����ڷ�Χ����¯�У��ݶ��ĸ������������ʹ�ݶ��ʹ��ʹ�Ӱ������ڲ��ṹ��λ���Ȼ����ֳ���ļ���ͼ���ڲ��ṹ��������ֳ���û�¼���������(�����ֳ���ͨ�����ǧ���)����ô�ı��浥��Ӱ�첻����ʹ�����Ļ����������豸�����������Բ�������ѹ��(��ͼ2)��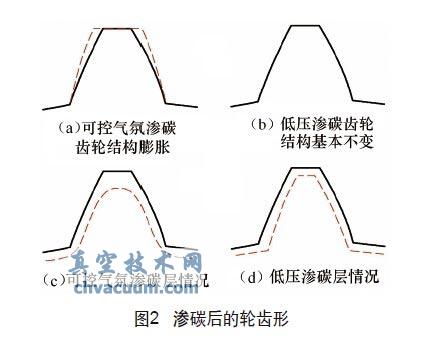
��ͬ�Ĵ��ʽ
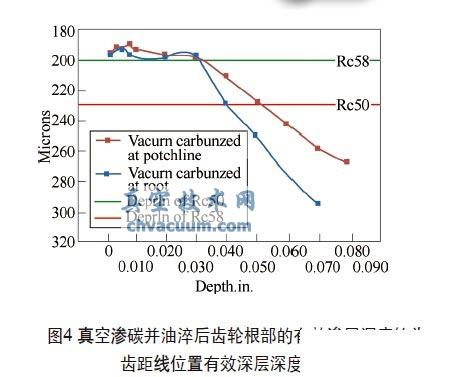
������������̼���ձ鰴���ʹ㣬ʱ���ڼ���Gleasonѹ������ѹ�㡣Һ̬��պ��ʱ������������ӽӴ��������Ĥ�������ͷָ�����������պ�������ٶȿ죬һͬ�������IJ�һ����λ�ӣ���ȴ�����������ٶȿ�Ƿ�ȡ��͵Ľ��鶼���������ų���Ĥ������ä�㴦����Ĥ���׳�ȥ���紫�������ϸ˵ijݸ�������һ���ĵ���ȴ�����������ٶȿ�ʹ���������ӽӴ�����ֲ�һ���ĵ�ѹ��������˲���Խ���ĥ��������̼���������ϸ˳ݸ�������dz�����ʹ��ӡ���ձ�����������̼���ʹ�����Ĵ��������ϸ˳ݸ�������ֻ����߽�Բ����50%(��ͼ3)��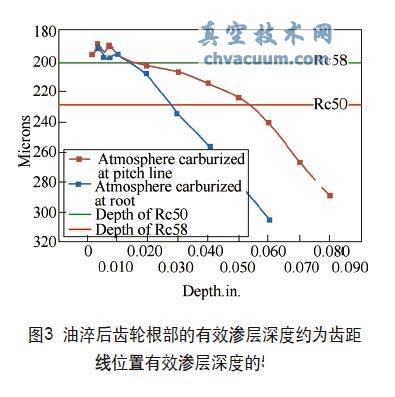










 ����¯�����ճ�����ͨ�ɻ�е���á��ıá�����ѹ�á����巧������
����¯�����ճ�����ͨ�ɻ�е���á��ıá�����ѹ�á����巧������