�������䴲¯�������ܶȼ�����ȥ���о�
2010-01-14 ���� ��ɽ�����ɷ�����˾�ظ���ҵ�����������
�����䴲¯�������ֽ�����̼�ظ�������������ÿ�����������������ӡ���ƫ�������Ϲ��ѵĿ�������̼�ظ������������ļ����Ľ����˵��������������䴲¯������ʩ�����ջ��������������ƽ��˸߱����ݲ����������о��������漰���������⣬��TC11 ̼�ظ�ԭ��������˸߱����ݲ������������ۼƵ��������������䴲¯���������������������������ʵIJ�����ܹ� ����������ģ������������r�䡢����Dz���ع��r�估����������r�����������ĵ��£������о������˵��������������䴲¯�Ը߱����ݲ��������Ч���á�
һ��ǰ��
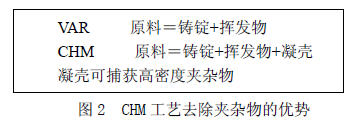
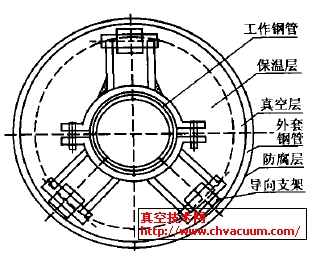
������Ӳ�Ȼ��ӣ�High Density Inclusions,HDI���������ȺϽ�����е��ּ�Ϊ��Ҫ��ұ�����õ㣬������������W��Mo��Nb��Ta��������ԥ���ܵ�������ƻ��г��ֵġ����࣬�Ѳ��ڻ�����������ʱ����״���ȺϽ����ʹ���߲������飨���廯ѧ����ΪWC��Ҳ���뵽��м���վɲ������С�HDI �ܵ�ܸߣ����Ǿ�������ʮ���λ�ʮ���θ�ѹ�����绡������ Arc Remelting, VAR��Ҳ�������ܹ��õ��ܻ����ܻ��� ����Rudinger����ƱϾ���Ϊ���ߴ�ͼΪ0.6mm ��WC���ӣ�����VAR ���ڽ��Լ90%��ʮ��VAR�������ȥ����0.8mm ����Ǻܴ�ߴ�ͼ��WC ����·��ʮ��VAR Ҳʼ�����ܹ�����ڽ⡣һ�����ų�Ŀǰ���ɼ��ɸ�����������Ȳ��������ϵͳӦ��——�䴲¯����(Cold hearth melting, CHM)ϵͳӦ�õij����ˣ�Ϊ�������ʸ��������õ����·�ߡ������Ϊ�������䴲¯��ľ——������͵��������䴲¯����ϵͳӦ���ڳ�ȥ�����Ȳ�����е�Ӳα�������HDI ����Ч������⡣�¼���GE ���Ź�˾198�����Ѿ���ʼ��Ҫ����CHM+VAR ���������Ȳ���֣��϶�ʮһ����90 ��ݳ���Ʒ��Ҫ���з��ɹ涨�ɻ��������Ҫ�㻬Ƭ����������Ȳ���ֱ���Ҫ·��һ���䴲¯������ �����䴲¯������������Ժ���������ԭ��������ͬ��ͼ1����С�͵������������䴲¯������ͼ�����ϴ�ι�ϲ۲��������ң���������������ǹ�����ȣ�ע����������������ɢ��ͭ¯���б�������������ǹ�ȴ������ˮ�����⣬��ע�������������������ɹ̡��ɵ����������������ȴ������ˮ�������߶��6000�����ϣ��䴲�е��۳ؿɱ��ȴ������ˮ�������ߵ�����(����ʱ��������Һ̬������2000��)����������Һ̬��¯���п�ȷ����������ʱ��Ρ����������Ȼ�����TiO2��TiN �ȵ������Ȼ��ۻ��ֽ⣬�����Ȼ����ſ��������Ȳ������ѣ�������������¯���Ͳ��ĸ�״�����ɹ̺��������������������������������Ч��ɾȥ���Ȼ����ŵ����ݡ�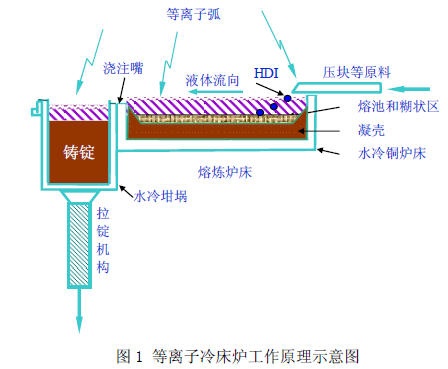
�������鷽��
����ѡ���ܺ��ص�ָ�겻����α-β����þ�������ȺϽ����---TC11 þ�������ȺϽ����������ݶ��ʵ�鷢�ִ��ϣ���þ�������ȺϽ�����500��������кõ���ǿ�ص�ָ����ȼӹ������ص�ָ�꣬��������ƹ���������Ĵ�VAR����Ҫ�Ĺ㷺�����ֹ������ά���������������㲿���ĺͻɷּ����������߷�Ϊһ���䴲¯��������TC11 þ�������ȺϽ��������Ըù���ĵ�����ȷ��ʵ�顣��Ϊ�˳ɶ���ά����ʵ��Ժ��PAM525 �������������䴲¯ȷ�����ơ�����ʱAr �������ػ������ԣ�¯���е�ѹ������ʾ��ѹ������������������ǹ������ΪHe ��������ʱ��ֻ������������ǹ�Ŀ����ڹ��ʷֱ�Ϊ400KW��200KW�����������еĽ���������Ϊ108 A�� ����ֻΪ�о������䴲¯��������Կ��������ӵij�ȥʹ��Ч��������ǰ��ԭ���е����˴�W��Ӳ�����ȺϽ����ص���顣��������������ֻѹ��(Φ130×300mm)�������ٸ��óɿף�����ΪΦ7×10 �L������Ļ�����������ص�������ʾ�� ����1��Ӳ�Ե���YG8 �Ͻ�֣��ɷֱ�ΪWC+Co���ܶȵ�λΪ14.5��14.9g/cm3, WC �����Ĵ�92%��WC�ķе�Ϊ2870�档��������������������Ū��12 ������������6 �ּ�������������һ�����ܳ�����ΪΪ5.0��3.75��2.6��4.5mm���ĺ��0.52��1.30mm�����һ�����Ϊ0.60×0.66×1.18 mm�� ����2�����մ�W �飬����ԼΪ16g/cm3���е�3410�档����˺�飬�������ϲ���������в��� ��12 �ţ�ͼƬ�ߴ�����Ϊ1��6mm�������ӽ���֮����ֻѹ���е�1/2��1/2��1/4 ��1/2 ������������4������ʱ����ѹ�������˳�����¯���۽⡣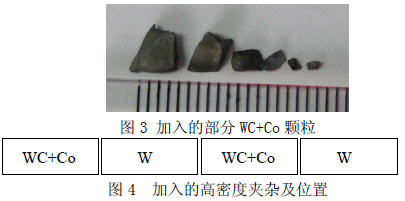








 ��������ϸ������CF������KF������ISO����(ISO-K��ISO-F)��ı���
��������ϸ������CF������KF������ISO����(ISO-K��ISO-F)��ı���