ЁЁЁЁгІЖдЭЗЇыгЯЕЭГЮЯИЫИБСДДЋЖЏСДГнТжЮќЪеТЪЕЭЕФзДПіЃЌИХЪіСЫгАЩЮЮаИЫЮЯИЫЮЯИЫЮЯИЫСДДЋЖЏСДГнТжИпжЪРэЕФДѓВПЗжЯжЯѓЃЌНтЩмСЫЮаИЫЮЯИЫЮЯИЫГнУцФіКЯЧјЕФЕФЬиеїЃЌЬИЕНСЫЭЈЙ§зюЪЪФіКЯЭМЩњВњжЦдь“ШЫСІгЭК”ЁЂКЯРэКЯЗЈЩшМЦЗНАИЭМаЮЪ§ОнЁЂе§ШЗЕФЖЏгУШѓЛЌЯЕЭГЭцЗЈКЭПЦбЇгааЇПМТЧЮаИЫЮЯИЫЮЯИЫЮЯИЫЕФДюХфЫиВФЕШВпТдбгГЄЭЗЇыгЯЕЭГЮЯИЫИБЕФСДДЋЖЏСДГнТжИпжЪРэЁЃ
вЛЁЂЧАбд
ЁЁЁЁЙмЕРЕФЗЅУХЕчЖЏШ§ТжЫФТжВПМўЕФжїДЋЖЏЯЕЭГСДЦНЬЈвЛАуРДЫЕЮЊТжГнРрЛКЫйЦНЬЈЁЃЮЯИЫИБвђОпБИЬѕМўДЋЖЏЯЕЭГСДБШДѓЁЂдижизЈвЕФмСІЧПЁЂГЩЗжЯСеЁЂАьЙЋЧїгкЮШЖЈМАЕФдывєНЯЕЭЕШЯджјгХЕуЃЌдкЙмЕРЕФЗЅУХЕчЖЏШ§ТжЫФТжВПМўЩЯФмЙЛЕУЕНДѓЗЖЮЇappЁЃЧАепЃЌЕБЮЯИЫа§ТнНЧВЛЕЭгкЕБСПеёЖЏНЧЪБЃЌЮЯИЫИБМцОпздЫјадЃЌФмДяЕНЖдЙмЕРЕФЗЅУХЕФздЫјзїгУЁЃ
ЁЁЁЁгыјыHЗЧГЃжЊУћЕїНкЗЇздЖЏЪНбbжУЗўЮёЩЬ(ШчЛЊьЧAumaЁЂМгФУДѓRotorkЁЂгЂЙњLimitorkЕШ)ВЛЭЌжЎДІЃЌНќаЉФъШЋЙњМИКѕЪ§ЗўЮёЩЬЕФНсЙЙЩшМЦКЭВњЩњЦНОљЫЎЦНЖдРДЫЕГйЛКЃЌЕїНкЗЇздЖЏЪНбbжУжаЕФЮЯИЫИБзЊЖЏЦЗжЪЖдРДЫЕЩдВюЃЌЭЌзЊЖЏБШЪЕМЪЧщПіЯТзЊЖЏЕФаЇТЪвЊЕЭ5%ЁЋ15%ЃЌаЮГЩШЋЙњЕїНкЗЇздЖЏЪНбbжУЕФУмЖШЦЋДѓЁЂздЖЏЪНЛњЭпЪ§Й§ИпЃЌЗЧГЃбЯжиВЛСМгАЯьСЫШЋЙњЛѕЦЗЕФВшвЖЪаГЁОКељадСІЁЃ
ЖўЁЂбаОПгыЗжЮі
ЁЁЁЁ1. гАЩЮДЋЫЭЦЗжЪЕФЯжЯѓ
ЁЁЁЁдВжљаЮЮЯИЫГнТжБфЫйЯфжиСПЕФзлЩЯЦРМлжИБъЪЧГаЕЃвтЪЖ(ЛђбЁгУШЫРрЪйУќ)КЭГнТжБфЫйЯфГЩЙІТЪЁЃЮЯИЫГнТжБфЫйЯфживЊЕФУЛгУЪжЖЮЪЧгЭЕФЮТЖШЩ§ИпЙ§ИпМАгЩДЫЖјжЊЖјДјРДЕФМИжжЮЯТжЮЯИЫБэВуУЛгУЁЃЪЕМљВйзїжЄУїаХЃЌгАЩЮгЭЕФЮТЖШЩ§ИпЙ§ИпЕФживЊЕФПЭЙлвђЫиЪЧЙВщюГнУцЯрЛЅДЅГадиСІЙцФЃКЭзВЛїЬѕМўЕФЙцФЃЃЌШДвдзВЛїЬѕМўЙцФЃЦ№жїЕМШЈжБНггАЯьЁЃЫфШЛЃЌецПеБУФмСІЭј(//crazyaunt.cn/)ШЫЮЊЮЯИЫИБЕФГнТжБфЫйЯфжиСПдкБивЊЕФГЬЖШЩЯЛЙдтЪмГадиВФжЪЁЂдСЯДюХфЁЂШШЙЄзїЁЂЙтЛЌвКгЭМАЙтЛЌвКааЮЊЕФгАЩЮЁЃ
ЁЁЁЁ2. ГнТжГнУцФіКЯЧјЬиеїУшЪіЪ§ОнЗжЮі
ЁЁЁЁЮЯИЫЪЧЮЯИЫГнТжБфЫйЯфжаЕФвзЫ№МўЃЌЕїВщЮЯИЫФіКЯПеМфЕФФіКЯЕФНсЙЙЬиеїдкГЃЯргІЕФЁЃвРОнЮЯИЫЮЯИЫФіКЯЪБХіДЅЫљдкЮЛжУЕиРэЗжВМЪТЧщЃЌЮЯИЫГнУцЗжИюЮЊГЄЮЊ1ШчЯТЭМЫљЪОЕФ4ИіПеМфЃКЂёЧјЮЊФіГіВрЧј;ЂђЧјЮЊЕГжабыЧј;ЂѓЧјЮЊФіШыВрЧј;ЂєЧјЮЊНкЯпИННјЧјЁЃИїФіКЯЧјЕФФіКЯЕФНсЙЙЬиеїМћБэ1ЁЃ
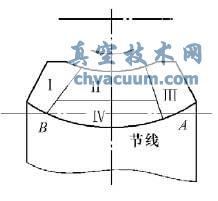
ЭМ1 ФіКЯЧјЛЎЖЈЬсЪО
Бэ1 ЮЯИЫФіКЯЧјФіКЯад

Ш§ЁЂЬсИпДЋЖЏжЪСПЕФЗНЗЈКЭЭООЖ
ЁЁЁЁ1. зюКУЕФФіКЯЭМЗЈ
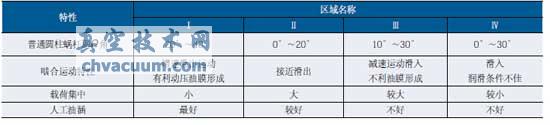
ЁЁЁЁБэУїБэвЛЗжЮіЭЦВтЃЌЂёЁЂЂђЧјФіКЯвђЫигХжЪЃЌЗНАИКЭЩњВњИУГфХцРћгУТЪЁЃвђДЫЃЌУїШЗЬсГігавдЯТЖржжОјМбФіКЯЗНЪНЗНЗЈ(МћЭМ2)ЁЃ

ЭМ2 зюКУФіКЯддђ
ЁЁЁЁ(1)зюКУЕФФіКЯЗНЪНгЂЮФa етжжЕФЗНЪНЕФФіКЯЧјЮЛЗжЮігкЂёЧјЦЋГнЖЅДІЃЌеМетИіФіКЯЧјЕФ25%ЁЋ30%ЃЌЛљБОЬиеїЪЧдкЂђЁЂЂѓЁЂЂєЕМжТ“ЪжЙЄгЭК”ЃЌ ПЩЖуЙ§“гаЗчЯеЧј”ЃЌ вдМѕЩйИКдиМЏжаЛЏЁЃЭЦЖЏДЫЕФЗНЪНгаЖржжЬѕМўЃК
ЁЁЁЁ1)аое§ЮЯТжЮЯИЫаФжсбЁжЗЃЌЕБЮЯИЫИБвЕЮёвЛЪБМфЖЮФкМфИєКѓЃЌБиаывЊ дйаое§;ЬсЧАзМБИЬэМгКѓЃЌФіКЯдВАпвЊЯђГіПкаЭЛюЖЏ;НјПкВрНјаагЭК(МћЭМ3)ЁЃ
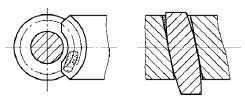
ЭМ3 НјааЕїНкЮаИЫЗЈЬсЪО
ЁЁЁЁ2 ) ЮЛвЦЕЖМмЕижЗЃЌгУЖдХМЗЖГЩЗЈМгЙЄЙЄвеЮаИЫЃЌдйАДЪОЭМДыЪЉЮЛвЦМгЙЄМўЃЌНЋЭЈЕРДІИДКЯЖрЧаШЅвЛЕуΔx=0.3ЁЋ0.6mmЃЌПЩвдЪЙЭЈЕРДІзЊБфГЩ“ШЫдьгЭК”(МћЭМ4)ЁЃ(ај)
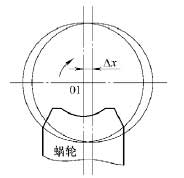
ЭМ4 вЦЖЏЪНЕЖМмЕижЗЗЈБэЪО
ЁЁЁЁ(2)зюМббЁдёФіКЯааЮЊb етЪБФіКЯЕиЧјгкЮЯИЫГнЖЅеМећвЛИіФіКЯЧјЕФ30%ЁЋ40%, адФмЪЧдкЂёЁЂЂѓЁЂЂєбјГЩ“ЙЄШЫгЭК”, БмПЊгаДѓВПМў“ОпгаКмДѓЕФЗчЯеЧј”КЭАќРЈЕФЕуЪД“ШѕЧј”ЃЌЖЏбЙзЂгЭЧАЬсЬѕМўВЛДэЁЃ
ЁЁЁЁПижЦзюКУФіКЯЗНЪНгЂЮФbЕФВНжшЃКгУаоећГнаЮНЧ(МћЭМ5)РДПижЦЁЃЮЯИЫГнаЮНЧЮЊα ЃЌЙіЕЖГнаЮНЧЮЊα 0ЃЌШЁα 0=α -Δα 0ЃЌетВЛДэАбЮЯИЫГнИљЖрЧаШЅвЛТЅВуКЯН№ЃЌГнЖЅЩйЧаШЅвЛТЅВуКЯН№вдПижЦ“зюКУ”ФіКЯЗНЪНгЂЮФbЁЃ
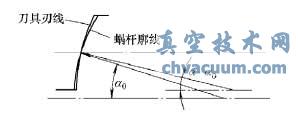
ЭМ5 аЃзМГнаЮНЧеЙЪО
ЁЁЁЁ2. КЯРэКЯЗЈНсЙЙЩшМЦМИКЮЬхадФм
ЁЁЁЁЖддАжљЮЯИЫДЋЖЏСДй|СПгаЗЧГЃУїЯдгАЯьСІЕФЖрЩйЪ§ОнЪЧБфЮЛЕЏадЯЕЪ§КЭЮЯИЫЭЗЪ§ЁЃ
ЁЁЁЁ(1)БфЮЛЕЏадвђзгЕФПМТЧ ЙиМќдкгкЬсЩ§дВаЮЮЯИЫСДДЋЪфзАжУзАжУЕФФіКЯаЮЬЌМАЬсЩ§СДДЋЪфзАжУзАжУВњЦЗжЪСПЃЌЗЂЖЏЛњЮЯИЫСДДЋЪфзАжУзАжУЖрВЩгУСЫОЖЯђБфЮЛЁЃОЖЯђБфЮЛЕЏадвђзгX2ЕФПМТЧвЊЪмЮЯТжЮЯИЫТжГнЕФИљЧаКЭГнЖЅБфМтдЕгЩЕФЯожЦЁЃУРРћМсЙВКЭЙњE.I.RadzimovsyМИШЫЃЌЖдГнШІСДДЋЪфзАжУзАжУЕФУЌЖмжЪЪ§еЙПЊСЫбаОПЗжЮіЃЌСаОйдк“НЅНќ”КЭ“НЅдЖ”ФіКЯИіВПЗжЕФВюВЛЖрУЌЖмжЪЪ§ВюБ№ЮЊfНќ=0.11ЃЌfдЖ=0.05ЁЃжЛвЊЪЙЮЯИЫФіКЯЮЛзгБШНЯНгНќгкгкЮЯИЫЕФИљОЖ(МДИКБфЮЛ)ЃЌНЋБфДѓ“НЅдЖФіКЯ”ЕФЬѕМўЃЌОЭЫѕЖЬ“НЅНќКЯ”ЕФЬѕМўЃЌвђДЫΩНЧИќДѓЃЌОЭгагажњгЭФЄзщГЩЁЃ
ЁЁЁЁ(2)ПЦбЇКЯРэбЁЖЈ ЮЯИЫЭЗЪ§ ЕБзЊЖЏБШЁЂЛњЙЙОрИјЫцЛњЃЌБфЛЏЮЯИЫЭЗЪ§ЪЦБивЊБфЛЏЮЯИЫЗЈЯђГнМАЮЯИЫГнЪ§ЁЃОНщЩмЮЯИЫгУЕНЖрЭЗЖрэжЪ§ЁЂЖрГнЪ§ЁЂДѓПзОЖd1ЪЧБШНЯКУЕФЩшМЦЕФМЦЛЎЃЌЬиЕуРДЫЕдВЛЁГнЮЯИЫзЊЖЏЃЌгњРДгњЭЙЯд(МћЭМ6)ЁЃ
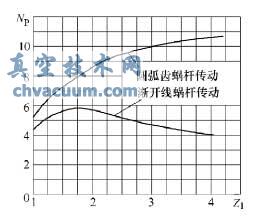
ЭМ6 МИжжФЃЪНТнЫПИЫДЋЖЏзАжУЛЁЖШ
ЁЁЁЁ3. ПЦбЇКЯРэНјааНјааШѓЛЌДІРэЗНЪНгЂЮФ
ЁЁЁЁЮЯИЫГнТжДЋЫЭЪБЛЎЖЏИпМгЫйЖШПьДѓЁЂЦ№ПЈТЗРяИпЃЌЗЧГЃШнвздьГЩФЅСЯСЃЖШФІВСЁЂНККЯЕШЫ№ЛЕаЮЪЦЃЌЗРатЕФЗНЗЈЖдЦфДЋЫЭАВШЋадФмгАЯђБШНЯДѓЁЃЫљгУЗРатЕФЗНЗЈЪБЃЌПЩЛљгкЯрБШИпМгЫйЖШПьЁЂзЩбЏжаМфОрЁЂЙЄзівђЫиЁЂЖЏдиКЩЛљБОЬиеїМАЮЯИЫИБВФСЯЕШзіКУЛсбЁдёЃЌМћБэ2ЁЃВЛНігЭГиЗРатЪБЃЌжївЊВЩгУЮЯИЫЯТжУаЮЪЦЃЌгЭУцФмФмдквЛГнИпЕНЮЯИЫзЩбЏжаМфЯпЕФГЌЗЖЮЇФкгАЯьЃЌИпМгЫйЖШПьИпЃЌгЭУцгІЕЭаЉЃЌЩѕжСНСгЭЯћКФдіГЄЁЃЦеЭЈЧщПіБЈИцЯТЃЌШнСПвдДѓЕуЮЊКУЃЌетДйЪЙЙЉШнСПБЃГжЮШЖЈГСЕэГіЕФФЅаМЃЌМгШШЗчЩШЩЂШШЁЃ
Бэ2 АДееЯрНЯЫйЖШТ§ОіЖЈШѓЛЌвКгЭ

ЖўЁЂПЦбЇбЁдёВФСЯКЭЙЄве
ЁЁЁЁ1. ЮЯТжЮЯИЫЁЂЮЯИЫЕФВњЦЗбЁдё
ЁЁЁЁЮЯИЫЮФМўЪЪгкдёЖдПЙЧПЖШИпЁЂШсадКУЕФЮФМўЃЌЕФЭЌЪБИќвЊДцдкЮШЖЈЕФЧаИюКЭЯГЯїЙЄвеЩшМЦЙІФмЁЃЮЯИЫЮЯИЫдђвЊбЁгУФЭФЅФмКЭМѕФЅЙІФмКУЕФЮФМўЁЃЮЯИЫЮЯИЫЁЂЮЯИЫНЯЮЊГЃгУЮФМўМћБэ3ЁЃ
Бэ3 ЮаИЫЁЂЮЯИЫЭЈГЃгУСЊНгНЈВФ

ЁЁЁЁ2. ГнТжЁЂЮЯИЫЪЕгУЕФШШАьРэЙЄбЇдКве
ЁЁЁЁЩЁГнТжзАаоВФСЯгУШэГнУцЃЌНЯЮЊПЩгУЕФгаМАЁЃЮЯИЫШШжЮЙЄдКбЇдКвевЊвРОнГнУцгВЖШБъзМЁЂБэВуЕЭжЪЖШЁЂЗЂЩњУцЛ§ДѓаЁЕФЕФвЊЧѓРДЪзбЁЃЌНЯЮЊПЩгУШШжЮЙЄдКбЇдКвегаЕїжЪЁЂЃЌКЭЕШЁЃШШжЮЙЄдКбЇдКМўгВВуЕФСЯКёМђЪіЕиРэЗжВМШчДЫЙиМќЃЌЭЈГЃЧщПіЮЯИЫЖЅУцгВВуПЩБЁаЉЃЌШЮЮёГнУцгВВувЊКёаЉЃЌСэвЊИФБфТжГнаФВПЃЌгаЫГГЉЕФФЭФЅадЁЃ
ЁЁЁЁ3. APPЭМЦЌ
ЁЁЁЁвдГЃжнЕчСІЭјЩшХфаодьГЇ2SA3ЛЄЗєЦЗжаФГПюЪНеЂЗЇздЖЏзАжЦЬиеїЗжЮіЁЃПМТЧвЛЯТеЂЗЇздЖЏзАжЦЕФЙЄГЬЛЗОГЗЈгХЕуКЭШБЕуКЭЖЏгУШЫРрЦкЯовЊгаЃЌИУЛЄЗєЦЗЕФЮЯИЫИБЮЊZ KаЭЃЌЮЯИЫБфЮЛЙЋЪНЮЊ-0.32ЃЌЮЯИЫЕФВФСЯЮЊ45ИжЕїжЪЁЂГнУцЮЊЩјЬМВЙОШЃЌЩЁГнТжбЁШЁZCuAl9Fe4Ni4MN2ЁЃЮЯИЫГнУцЮЊЮШЖЈФЅДВЩшБИГЩаЭЩАТжЕчЛ№ЛЈМгЙЄДІРэЃЌЩЁГнТжЮЊЃгУМгЙЄДІРэМўЙіГнМгЙЄДІРэЁЃЛњЦїЙЙдьЮЊБеЪНЭтПЧАВзАЪЪгУЃЌЯрЖдадТжьБжсГаЕФжЇГХЃЌбЁШЁПЧХЦH220ЯЁгЭЛЌШѓЁЃГЇМвЦЋФЅШЫРрЦкЯоПЩППЕФадЪдбщЪЧвђЮЊ(МћЭМ7)ЃЌЕчдДПижЦДЅЕуПЊЙиаЭеЂЗЇздЖЏзАжЦШЫРрЦкЯоЪЕЯжСЫ10 000ДЮЕчдДПижЦДЅЕуПЊЙидйбЛЗЯЕЭГ(зЂЃКШЋааГЬАВХХПЊПЊвЛЙиЮЊвЛДЮадЕчдДПижЦДЅЕуПЊЙидйбЛЗЯЕЭГ)ЁЂПЩвдЕїРэаЭеЂЗЇздЖЏзАжЦШЫРрЦкЯоЪЕЯжСЫ200 000ДЮПЩвдЕїРэаЁЖЏзїЕФвЕФкБъзМЕФвЊЁЃИУЮЯИЫИБЕФЙцЛЎКЭДђдьЙЄвеММЪѕПЩППЕФЕиШЗЖЈСЫеЂЗЇздЖЏзАжЦЕФЖЏгУЙЄГЬЛЗОГЗЈКЭШЫРрЦкЯовЊЁЃ

ЭМ7 ЩњУќжмЦкЯжГЁЪЕбщКѓЕФЮЯИЫИБ














 ЕФНщЩмСЫLHCЁЊ28 /147аЭТнФИ- ЛюШћМўВЂНгПебЙСІЛњзщТнФИМЗбЙЛњгЭЦјЬяАўРы
ЕФНщЩмСЫLHCЁЊ28 /147аЭТнФИ- ЛюШћМўВЂНгПебЙСІЛњзщТнФИМЗбЙЛњгЭЦјЬяАўРы