ҺѹԴ��ѹ��ȫ���ܷ�ʧЧ�������Ľ���ʩ
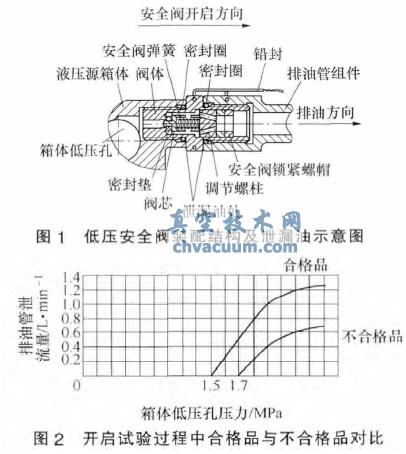
����Ԥ��ϵ���ŷ�ҺѹʽԴ��ͨ��Ѫѹ��ѹ��ѹ���ȶ���������������鱨��ʱ�о�������ѹ��ǻ��ѹ��ǧ������ʱ�������ȶ���������ʵʱͨ������ƶ������ߣ����治���ܷ��ϵ���й��ͨ�����������©�ͼ���Ϊ����Ѫѹ��ѹ��ѹ���ȶ���ͨ������˲�����ܣ�����ж������Ʒ���ṹ�������Ż����������������̰취��̽�ֽǶȡ� 0������ ����ijԤ��ϵ���ŷ��ֶ���Դ�ķǸ�ѹ֤��ƽ���Ը߷�����������ʵ��ʱ�߱�Լ30%��ƽ���Ը߷�δ�ܼ��谴�ն��ƹ涨Ҫ���������M����������Σ�����ʾ��©�͵����ʣ��Ͼ�ӡ��һЩ������װ������ʹӡ�����廯�ֶ���Դ�Ŀ����������ֻ���֤�����նԷǸ�ѹ֤��ƽ���Ը߷�������е����������ٲ�ѯ������������϶�������Ĺ��춨�Ƶ�ȱ�ݼ��ֹ��ӹ�Ʒ�������Ǵ�ǰ��е����������ڵ���Ҫԭ��������Է��幹���������ϸĽ����������Ż������Ļ��ֹ��ӹ��������ķ���Ϊ�˱�֤ƽ���Ը߷��ĵ�ʹ�ÿ��������ԡ� 1�����ʳ��� ������ѹ��ѹ��ȫ��������װ�乤��ʽ������й¶�����٣���ͬ1 һ���� ��������ƹ淶�� �������ѹ��ѹ����ѹǿ��Ϊ1.5MPa ʱ�������ķ�����;������ѹǿ��Ϊ2MPa ʱ��й�û�≥0.9L/min;������ѹǿ����≤1.2MPa ʱ�������ķ�Ӧ�رϡ� ��������������̣� ���˸�����ѹ����ѹ������1.5MPaʱ��60%�ĺܷ������Ϸ�����;��ѹ��2MPa �����У��ܷ������Ϸ��Ѿ����ܣ����ںܷ������Ϸ�������˸���Ӵ��������ܽ�ͷ��ͷ�����Ӵ������չ���ظ���������״©��������; �����ܽ�ͷ��ͷ�����������Ϊ≤0.65L/min���ܷ������Ϸ������ܼ���м���aƷ������©���ͮaƷ����������dz����Լ�ͼ2 ����ʾ��









 �С��Ǹ�ѹ�����������ܷ������ֶ���ˮƽ�桢����ƽ�漰龲����ļ��֡����ֲ�ͬ��
�С��Ǹ�ѹ�����������ܷ������ֶ���ˮƽ�桢����ƽ�漰龲����ļ��֡����ֲ�ͬ��
 CF���������н����ͺ�������2�֣���ƪ���¹�����ͨ��CF������������Ҫ�����ͳ�
CF���������н����ͺ�������2�֣���ƪ���¹�����ͨ��CF������������Ҫ�����ͳ�
 ���ھ�ѹ��������������Ȧ����������õ�������Ƭ����ͨ��NW(��KF)��������Ƭ���㷺��ʹ��
���ھ�ѹ��������������Ȧ����������õ�������Ƭ����ͨ��NW(��KF)��������Ƭ���㷺��ʹ��
 ISO������ֱ��������O�β�ƷȦ�ܷ�����տ��������ľ���Ҫ������IS
ISO������ֱ��������O�β�ƷȦ�ܷ�����տ��������ľ���Ҫ������IS
 ������벻��ֵĵ纸���չ�����Ҫ��û��ѹ�纸���պ�ѹ�纸���գ���ѹ�ۺ����Dz�ʹ
������벻��ֵĵ纸���չ�����Ҫ��û��ѹ�纸���պ�ѹ�纸���գ���ѹ�ۺ����Dz�ʹ