ецПеММЪѕЖдКИЗьЕФвЊЧѓ
ецПеММЪѕЖдКИЗьгаШчЯТМИЕувЊЧѓЃЌдкЩшМЦКЭКИНгЪБгІгшвдзЂвтЁЃ
ЂйЩшМЦКИЗьНсЙЙЪБЃЌНгЭЗБиаыКИЭИЃЌгІБмУтВњЩњОлМЏЮлЮяЕФгаКІПеМфЁЃецПеММЪѕжаГЃМћЕФКИНгНсЙЙШчЭМ4ЫљЪОЁЃДгЭМжаПЩвдПДГіЃЌе§ШЗЕФКИНгзмЪЧНЋКИЗьЗХдкецПевЛВрВЂЧвНјааЩюЖШШлКИЁЃДэЮѓЕФКИНгЖрЪ§ЖМЛсаЮГЩЫРПеМф(ЦјФв)ЃЌМДСНКИЗьжЎМфЖТзЁвЛаЉПеМфЃЌРяУцДЂгаЦјЬхЁЃ
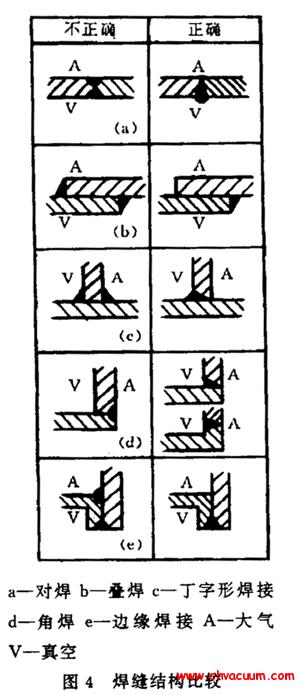
ЭМ4ЃККИНгНсЙЙБШНЯ
ЂкКИЗьгІвЛДЮКИКУЃЌвдБмУтСНДЮКИНгЪБдьГЩгаКІПеМфЖјЮоЗЈМьТЉЁЃ
ЂлКИЗьвђЧПЖШашНјааСНУцКИНгЪБЃЌФкВПКИЗьгІВЛТЉЦјЃЌЮЊМьТЉЦ№МћЃЌдкНјааЭтКИЪБгІЩшжУзъПзКЭШћПзЁЃ
ЂмШчШнЦїФкашвЊНјааНсЙЙКИНгЪБЃЌФкВПКИЗьВЛгІСЌајЃЌвдБуШУРДздШЮКЮЙЕВлЕФЦјЬхШнвзЗХГіЃЌЖјЧвНсЙЙКИЗьВЛгІгыУмЗтКИЗьЯрНЛВцЁЃ
ЂнКИНгЕФзщМўгІЩшМЦЕУЪЙзюДѓЪ§СПЕФКИЗьФмдкжЦдьНзЖЮЗжБ№ВтЪдЃЌВЂЧвФмдкНјаазюжезАХфвдЧАНУе§ЁЃ
ЂоКИНгУмЗтЕФдЪаэзюДѓТЉТЪ(ЖдгкПеЦј)ЃЌдкКИЗьГЄЖШЩЯдМЮЊ10-7Pa·m3ЃЏs·mЁЃШчЙћТЉТЪНЯИпЃЌгІЕБНЋКИЗьФЅЕєЃЌжБЕНТЖГіФИВФЃЌШЛКѓжиаТКИНгЁЃЧаВЛвЊдкдРДВњЩњТЉЦјЕФЕиЗННјааЖўДЮКИНгЃЌвђЮЊВЙКИВЛЕЋВЛвзЖТзЁТЉПзЃЌЗДЖјШнвзВњЩњгІСІЪЙКИЗьВњЩњаТЕФСбЗьЁЃ








 жаЁЂИпбЙЕЭбЙЗЈРМЦЌЪЙгУУмЗтадУцЕФаЮЪНгаБэУцЁЂАСШЫУцМАщОВлУцЗжЮЊШ§РрЁЃгаВювьЕФ
жаЁЂИпбЙЕЭбЙЗЈРМЦЌЪЙгУУмЗтадУцЕФаЮЪНгаБэУцЁЂАСШЫУцМАщОВлУцЗжЮЊШ§РрЁЃгаВювьЕФ
 CFПЈЙПЗжРрЙЬЖЈКУаЭКЭЫЩЬзаЭЮхжжЃЌБОЖЮЙЉИјСЫГЃМћCFПЈЙПЕФРраЭКЭГп
CFПЈЙПЗжРрЙЬЖЈКУаЭКЭЫЩЬзаЭЮхжжЃЌБОЖЮЙЉИјСЫГЃМћCFПЈЙПЕФРраЭКЭГп
 ЛэПкОЖЯпТЗгУЩњНКШІУмБежиСІзїгУЗЈРМВПХЬЃЌБЛЭЈГЦNW(ЛђKF)ЗЈРМВПХЬЃЌДѓСПдк
ЛэПкОЖЯпТЗгУЩњНКШІУмБежиСІзїгУЗЈРМВПХЬЃЌБЛЭЈГЦNW(ЛђKF)ЗЈРМВПХЬЃЌДѓСПдк
 ISOЗЈРМХЬВПЪЧФкОЖЕФЗЖЮЇДѓЕФOаЮВњЦЗШІУмЗтИЧИКбЙЗЈРМХЬВПЃЌБОЖЮГЃМћФмЬсЙЉСЫIS
ISOЗЈРМХЬВПЪЧФкОЖЕФЗЖЮЇДѓЕФOаЮВњЦЗШІУмЗтИЧИКбЙЗЈРМХЬВПЃЌБОЖЮГЃМћФмЬсЙЉСЫIS
 ЗЯН№ЪєжЦгыЗЯН№ЪєжЦЕФыВЛЁКИЪжЖЮЭЈГЃЪЧЗёЪЧбЙыВЛЁКИКЭМгбЙБУыВЛЁКИЃЌЮобЙШлКИОЭЪЧЪЙ
ЗЯН№ЪєжЦгыЗЯН№ЪєжЦЕФыВЛЁКИЪжЖЮЭЈГЃЪЧЗёЪЧбЙыВЛЁКИКЭМгбЙБУыВЛЁКИЃЌЮобЙШлКИОЭЪЧЪЙ
{kind=link}