扩散焊接技术在电真空领域的应用
扩散焊是制造电真空器件的关键工艺技术之一,具有连接精度高、接头强度高、可焊材料种类多等优点,在电真空器件领域应用前景广阔。本文简略的介绍了扩散焊接技术的特点、分类、连接材料以及它们在电真空领域的典型应用。
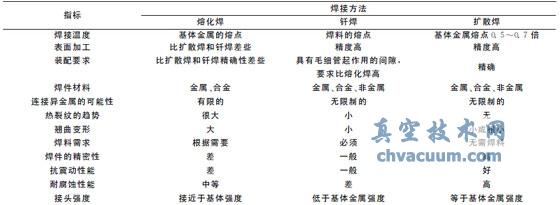
电负压泵室配件是由几十种装修装修原料(这进来也收录铝合金装修装修原料和非铝合金装修装修原料)借助对接焊形式接连变为机构相当错综复杂的钢建筑构件。加工电负压泵室配件通常情况下用于的对接焊形式有钎焊、弧焊、热敏电阻焊、脉冲光焊、自动化为了满足自动化时代进步的需求,束焊、向外散出焊、冷压焊等。根据配件向毫米左右波方向上进步,对零控制部件的接连精密加工度、变型量等明确提出了更好刻薄的让。向外散出焊能接连绝大部分多半装修装修原料,这进来也收录原先被感觉不允许接连的铝合金和非铝合金,并使接线头极具着高靠普性,高静载程度和动载程度、热维持性、负压泵室胶封性与高的刚性,还能达成精密加工对接焊,保证对接焊机构极具着给定的几何体叁数、施用性,因为向外散出对接焊在负压泵室自动化为了满足自动化时代进步的需求,配件加工工作中适用前途浩瀚。 1、散出焊 前苏联Kazakov于20新时代50年份阶段系统阐述传播焊技巧。通常分为固相传播联系(Solid State Diffusion Bonding)、顷刻间液质联系(Transient Liquid PhaseBonding,缩写TLP)和地方顷刻间液质联系(Partial Transient Liquid Phase Bonding,缩写PTLP)。 1.1、固相向外扩散焊 固相对外分散焊近几年是对外分散焊通畅用的的方法。固相对外分散焊是依托软件界面原子核迁出的固态硬盘工序的过程,在千万周期段、摄氏度及负压下变现构建,待相接连漆层必须要光滑细腻(Ra<0.4μm)是否干净,正常现象下对外分散焊摄氏度为(0.5~0.9)Tm(Tm为相关用料的凝固点,异种相关用料相接连时,Tm为低凝固点相关用料的凝固点)。部门相接接线头基于相关用料的热胀大不配对及冶金工业不相融,不容易变现之间对外分散焊,通畅运用里面层(或挽回里面层)。固相对外分散焊摄氏度高、负压大、周期段长(还会达几小時),为克制以上的问题,TLP近几余年能够得到进展。 1.2、TLP TLP是大于等于熔焊和压焊当中的那种激光电焊形式。TLP是用那种特别组成成分、熔解摄氏度较低的薄层上面层各种不锈钢算作相连各种不锈钢,防止在激光电焊面当中,释放小的压力值差或不释放压力值差,并在抽真空因素下预热到上面层各种不锈钢熔解,固体的上面层各种不锈钢润湿原材质,在激光电焊面间进行竖直的固体复合膜,经历必定的墙体保温用时,上面层各种不锈钢与原材质当中再次发生扩撒,各种不锈钢风格倾向于平衡量,沸点身高以达到扩撒焊预热摄氏度而进的一步扩撒,进行稳定的相连[3]。 2、蔓延焊的性能 与受热焊、钎焊相比之下,扩撒焊兼有的特征如表1一样。 表1 向外扩散焊的重要特别