�����ܷ����ܻ��Ͻ�Ѻ�����
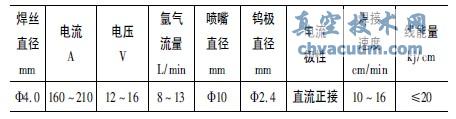
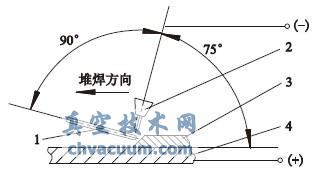
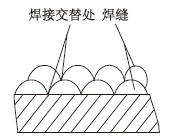
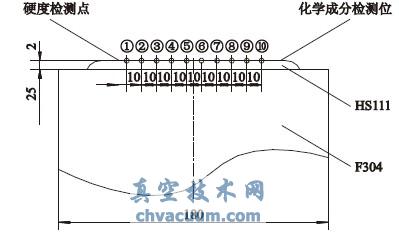
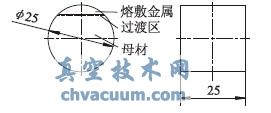
���������˷��Ÿ�����ϳ������϶Ѻ��ܻ�����( ����) ������ѧ�÷֡��ֲ��ͺ�רҵ�����۷���ϲ㾭���еij������⡣dz�����ֶ��ټ�벻���( GTAW) ��ʩ������ȷ�ϲ��衣����С��DN300 �����岻���װ�ι�����ƫ���ַ��Ÿ�����Ѻ��ܻ����ϵĵ��������ڡ� 1��˵�� �����ܻ����־������ĵ����ܡ���ǿ��ƣ�͡���������ĥ�����ͳ�ʴ���Ϳ��ˡ�������ܻ����ֳ��������Ѻ���Ҫ���������Χ������Կ�������ܷ�ǽ��档�ܻ����ֶѺ������У��۷��ظ��ֺϽ��һ����˵�������ۻ��仮�ۡ���ԭ���ʰ��������������Ƿ����ƫ�������Ȳ����⻬�ȴõ㡣�Ӷ�Ҫȷ��DN300 �����岻���װ�ι��������������ܷ�ǽ���Ѻ�Stellite 6���۷��ظ��ֺϽ��Ϻ�≥2mm������ֵ≥38 HRC �Ĺ滮��ͨ���˰����岻���װ�ι���ԭ�����϶Ѻ��ܻ����ֵ��հ�ȫ��֤�� 2���Ĺ��ղ�֤ ����2.1��ԭ�� �����ܻ��ͽ�( Ҳͳ���ܸ��ٺͽ�AWS �б�����stellite) ���ڲ�������ѧ���ƥ���Ų���ĸֺźͲ�����ܶ�( ��1) ��AWS A5. 21 �У��ܻ��ͽ�Ѻ��纸���Ĺ���ͺ���ERCoCr - A ��ERCoCr - B �ȡ�����a���ܻ��ͽ�纸����HS111 ��HS112 �ȡ��ð뾶ΪΦ4. 0mm ��HS 111 �ܻ��ͽ�纸����F304 ���ӽ�ͷ( 25mm × 180mm × 180mm���Լ�����ë�ڶ�≥Ra12. 5μm) �����հ�ȫ��֤�� ��1 �Ѻ��õ纸��������˿�Ļ�������( Wt��%) ��Ӳ�ȱ�

















 �뷧���л������������ѹ�����������O����С�Ŀڣ�ת����״�����Ϳڵľ�
�뷧���л������������ѹ�����������O����С�Ŀڣ�ת����״�����Ϳڵľ�
 �綯ͭ������ͼ����ǶԵ綯ͭ�����ļ���ͼ��ע��һ�� ������ͼ���綯ͭ��
�綯ͭ������ͼ����ǶԵ綯ͭ�����ļ���ͼ��ע��һ�� ������ͼ���綯ͭ��
 ��������ڵ��������������װ�������������,��װ����������˻����ͼ�λ��ͨ��ͷ���û������������
��������ڵ��������������װ�������������,��װ����������˻����ͼ�λ��ͨ��ͷ���û������������
 �����Ĺ����˷���Ȧ�Ƿ���ȫ�Ͻ����Ƿ��IJ���ԭ��ͼ���乹��չʾͼ��
�����Ĺ����˷���Ȧ�Ƿ���ȫ�Ͻ����Ƿ��IJ���ԭ��ͼ���乹��չʾͼ��
 ��ͨ����Ч����йѹ�����°�װ�ڸ����˵���ͬ����ط�����ó�ײ����ͨͨ����·�ϣ���
��ͨ����Ч����йѹ�����°�װ�ڸ����˵���ͬ����ط�����ó�ײ����ͨͨ����·�ϣ���
 �����������������ǻ���������Ȳ������Σ��������ҵ�ͭ��(ͼ1)����Ҫ�Գ�
�����������������ǻ���������Ȳ������Σ��������ҵ�ͭ��(ͼ1)����Ҫ�Գ�
 ��̬������ƽ����������������
��̬������ƽ�������ɲ�������ͼ���������������
��̬������ƽ����������������
��̬������ƽ�������ɲ�������ͼ���������������
 �Ÿ�Ӧ���ǴŸ�Ӧ�����ͨ�����ڴ�������������Ҫ�嵯�ɵ�����������о����
�Ÿ�Ӧ���ǴŸ�Ӧ�����ͨ�����ڴ�������������Ҫ�嵯�ɵ�����������о����
 ������ĸ��Ӧ�Էѷ�о��ѹբ��������Ħ��, ��оһб�����ƶ�����Ӧ�Է�
������ĸ��Ӧ�Էѷ�о��ѹբ��������Ħ��, ��оһб�����ƶ�����Ӧ�Է�