��ƫ��Ӳ�ܷ�����ĵ�ǿ���ܷ���ƺ��ոĽ�
2013-07-26 ���ҵ �к��շ��Ƽ�ʵҵ�ɷ�����˾
������������ƫ��Ӳ�ܷ�����ĵ�ǿ���ܷ�Ȧ�ṹ������������ܷ�Ȧ���ܺͳ���ʹ�����������Ĺ��ոĽ���
1������
������ƫ��Ӳ�ܷ���������귢չ�ܿ죬���ܷ�Ȧ�����ڵĶ��ṹ��չ���ܷ�Ч�����ã�ʹ����������������ʽ�����ṹ��
2���ṹ�ص�

3����������
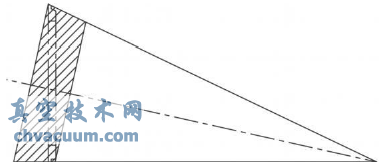
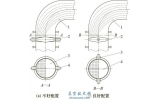
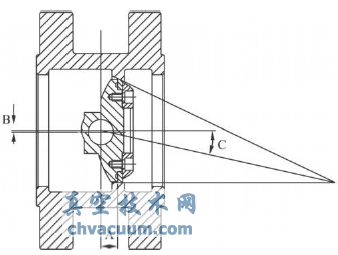
�����ӷ���Ȧ���ܸ�ѹ����һ��(ͼ3)�����Կ��ó������������Ǻܶ�����Ȧ�����н��������Ȧ�����з���Ȧ��Ӧ�����ܸ�ѹ����ʧ���ͳ��ֱ仯����ʧ�������ѣ�����Ӱ�η����ԡ�����Ϊ����Ȧ��Ӧ���������֧�б�����ֵij������в��� (���������۳����߲���ȫ��ͬ)����X1≠X2�����ͬʱ�����������������B��Ӱ�Σ��ڷ���Ť���ĵ������£�����Ȧ��Ӧ�����ķ������ͷ�����Ӧ��Ӧ��֮�䲻�ȣ��и߸�ѹ���͵�ѹ��������ɷ���Ȧ��Ӧ�����ij��ֱ仯����һ������������Ӧ��������һ���ij��ֱ仯��Ӱ���˹ܵ����ķ������á����ǵ�ʹ��ѹ�ռ价�������dz��ķ��ܱ�ѹ������Ҫ��ǿ��Ť������ʹ�ܵ������ܣ����Լ��ϴ�Ť�������ɸ߸�ѹ�ռ价���ı�ѹ�������������ñ�ѹ������ɹܵ����ķ�����ĥ��������͡�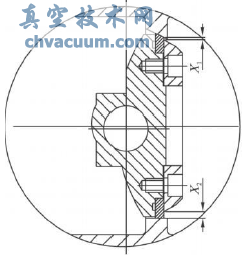
4����ǿ���ܷ�Ȧ���
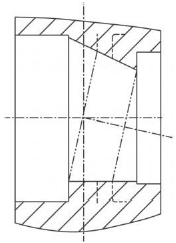
���������������綯�������⽺Ȧ֧�в�һӰ�⽺����ָ������飬�����������⽺Ȧ���Բ���֮�����ŵ��ȱ�㣬�����û�����µĸ����Եȿ���ǿ���������⽺Ȧ(ͼ4)��ʹX1=X2�����ض����ĵ�������Ż�����׳ʹ���뽺�⽺Ȧ�����ľ�������⣬�����������ͷ�����ľ�������ֵB�����⽺Ȧ�뷧�ŷ��������⽺ЧӦ�ı�����Ϊ2~3mm��������ά�ֽ��⽺Ȧ��߸����Ե����ͬʱ���ڽ��⽺Ȧ�������ɱ�����ͬ������Ӧ���Ϳ��������Ե���ѵĽ��⽺��Ч����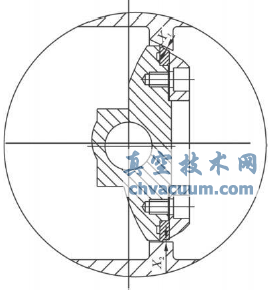
5��ѡ�ļ��ӹ�
������ƫ��Ӳ��յ綯�����ķ��Ȧ��ͨʹ��304��304L������304����֣�����ֲ��ϱ��ϵ͡������Ȧ���ϱ�ʱ(�ȱ����Ȧ�ķ�մ������ͨΪ2��3mm)�����������������ԣ���Ҳ���������������������κ����������ַ���ص���١����ǣ�Ϊ��ʹ�ȱ����Ȧ�ջ�����ʵķ���ص㣬ʹ��17-4PH��17-7PH����Ӳ���֣���ʵЧ�����Ϊ32��36HRC��������>860MPa�����ڷ������϶Ѻ��ܻ�Ӳ�����֣�����Ϊ38��43HRC��5��������ڼ����6��10HRC�Ĺ��Ȳ���Ȧ�߱��������Ե�ͬʱ���������ٴη���������һЩ�豸��Ϊ�ջ�õĵľ����Է���ص������ά�֡�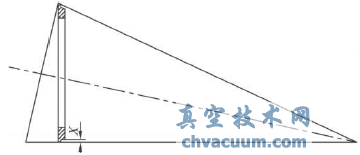
6����װ���
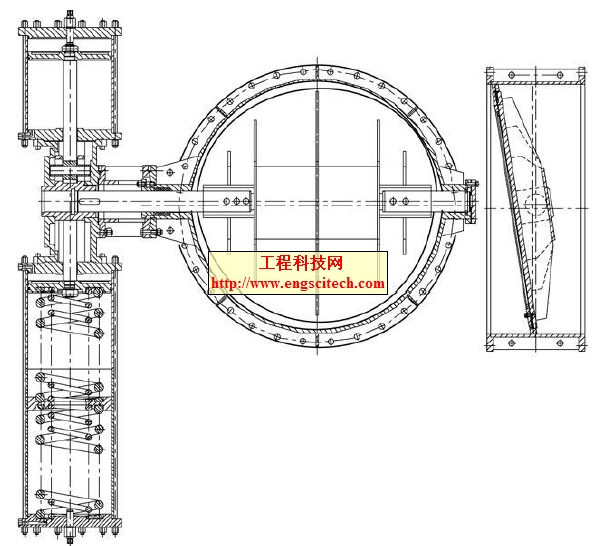
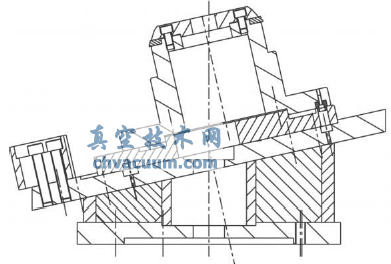
�������˵����ȵ�ǿ�Ƚ���ڹ��Ľ�����ĥ�ԣ��ṹ����˵������ŷ���������͵��彺����(������Ȧ)��ȷ�������ӹ�����������ʩ(ͼ6��ͼ7)���䷧�ŷ���������͵��彺����������ӹ���������ʹ�������Ƶ��·�б�壬�¹��������ķ�����������ܹ� ʹ�����ƵĹ�װ��չ��������ӹ������ӹ��������գ��Խ�һ�����߽�������澫ȷ��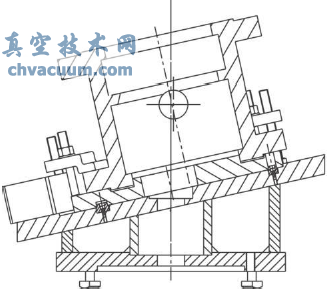
7���ܷ���ӹ�
��������ר���ù�װ����ܺ������������ȡ���������ƵĽǶ�������ȡ����һ���ı�������ԥ������Ǹ������б�������ڳ���ĥ����м�����쵹ת360°ʱ�������������ϳ����ת����û�������������м�ؽ�������ֻ��1��С���������ϳ�������������м�ؽ������������˶����ľ�����Ĺ��� ������ڴ�����м�ͽ�����м����̼䣬�����˲ʱ�ij�ײ����Щ�ؼ����شӶ����¾�������б�涼���ڱز��ɻָ���ϸС���������ֵ��ϸС�IJ���ѹ�⡣ �������ڷ�ڽ���Ҳ�Ǹ������б�еط�����ʹ�����ڽ���͵����ڽ��治��ȥ��ĥ����Щ��ڽ���ĺ�С���εij����߹��ƫ��ֵ�ͷ����˶���ƽ��չ��ֻ�ܹ��ܹ���ڽ�Ȧ�䱾���ı��μ����������������ǿ���˵�Ť����������Ť�����Ӿ����ڷ� ��ڽ��������͡�ǡ�û�����������Ҫԭ��������Ӳ��ڽ���ѹ���ŵķ�ڽ�ƣ��Ӧ��������˳��ƣ��Ӧ������������ߵ�һ���ٽ�ֵ��ֵΪ��ʱ�������û���(����������˳�������ǎ������ڷ� ��ڽ��ģ�����Խ��Խ������ڽ�)���������ٽ�ֵ���������ڽ���ķ����˶���ƽ���ȼ����εij����߹��ƫ��ֵ�ȹ��ڡ����о���������ڽ�Ȧ����ë��(ͼ8)�����˺���ԭб���εij����߹��Ĺ��ɡ���������ȥ��ڽ�Ȧ�ij���ĥ�������ӹ�����ʱ�������ӹ���������ϳ�������ӹ���������״̬������˲������ϳ�������غõر�֤ ��ڽ�Ȧ�ķ�ڽ������εij����߹����ƾ��ȱ���