�������ݶ����ѻ����ľ�������Ͳ���������ʹF92 ��������ܷ������Ѻ�D802 �Ŀ��Ѽ�С������ˮƽά�֡����Ʒ�Ѻ�һ������ʴﵽ��98%���ϵġ�
1����״����
�����汾���������糧������һֱ��չǰ������( ��) �ٽ��������糧�������������������Խ�ã�F92 װ���ļ������ɼ�ͻ���Ķ���Ч�ܲ���ǿ��Ҫ��Ч��F92 װ���ļ������ڵ�����Ѻ�D802 ��������( �е���DN10 �� DN50 ��ڵ���ĶѺ�) ���������������ʵͣ��������ѣ�����ô��ʱ����Ƶ�ʽϸߵĴ����⡣����ķ�������������Dz������������Ŵβ����������������������a�ʽ𣬼ӳ������a���ڹ�ʽ���Ŵβ������γɷ�ڵ����Ա���֯���ŵĶ���Ч�ܻٻ���Ӱ�������É��������·������⡣���ж�F92 �������ڵ���Ѻ�D802 �Ŵε��з����ɿ������飬��ŵر����˶Ѻ��Ѵ���ʹ�Ѻ���һ�γɾ� �ʸ���98%���¡�
2��ԭ�ϵ��ص�
2.1��F92
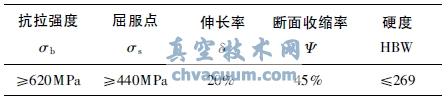
����F92 �����Ч��ѧ���ʼ���ѧ��ĥ�����1 �ͱ�2 ���¡�F92 �������F91 ��ĵ�֪ʶ������ȡ�����˸Ľ���������Ч��ѧ���ʵ��ص��ǵı任��-0. 5% Mo + 1. 80% W + 4 × 10 -5 B������ĥ�Եı任�ص���������600������100 000h �������ɳ����ȱ�F91 ���� Լ30%���ߵ��¶�������F91 ֮��ֵ113MPa: 85MPa������W ����ǿ���ٵ�Ψһ������ᴦ�����ֹ�ֵĽ������ʾ�����С���ɣ�����Ƚ����˸ֵ�cpu����ǿ���ԣ���ĵĺ�Ӳ�ʺͻػ�ƽ���Է������Ե������� ����ɢ�������У����°������ƽ���Է����ߣ��մ�����ǿ�������������ǿ������ �˸ֵĻػ����Ⱥ������Ըֵĸߵ��¶����ȣ������������ӹ�������ĥ�ԡ���Ȼ������������ʾ�����С���ɵ�������ػ��������������F92 ��Ľ�����Ŀ����һЩ����������ĥ�Ժܲ���ȴ��ú����������г�������ͳ���������ֲ��������ķ������ص��Ǹ��ҡ�
��1 F92 ��Ʒ��ѧʽ����

��2 F92 ����������ѧ����ָ��
2.2��D802
����D802 ��һ�����ܸ��ٺͽ�о���Ѹ���ҩƤ�ĶѺ��ò���ֺ�˿( ��3) ���˷�Ϊ�������ӡ��Ѻ���ʯ��1 000���Ժ���˳������ʴ�ȶ����Լ�����ʴ�ԡ��Ѻ�����Ӳ��≥40HRC��D802 ��̼���ߣ��ͽ���Ŀ�ߣ�������ʴ�ȶ����ȶ��ԡ������Ӷȼ�������ʴ�ȶ��Ժã�֧�������ȸ�ѹ�緢��վ���ڷ����ܱ���Ѻ����Ǽ��������ȶ������ã��Լ����������̵ķ���Ҫ��ܸߣ�����ʩ������ļ�С�����������ѿ�����ʱ��·�ѿ�������չ�������Եġ������ܱ���Ѻ����Դ˺ϸ�֤���ʽϵ͡�
��3 D802 ���IJ���

3����Ŀ���ԭ��
����F92 ��D802 ���ֵ�ԭ���ϵĸնȺ��Ƚϸߣ����κ����ͽϵ͡��ڶѺ������� �У�DN20 ���ڵķ��������Ѻ����ѵĸ��ʼ�����㹫ʽ����˵Ϊ�㣬���ڵ綯���ڷ����ƾ���ı�С�����ѳʱ���������ơ��ᰴ�չ����ձ����ڵĵ�����ѹ֦����(crazyaunt.cn)��������ר����������Ե�ɷ��������綯���ڷ����ƾ���≤DN20 ʱ���ȳ���+ ���島��+ 벻�����������+ �κγ���< F92 ���������������նȣ���Ѻ����������ѡ����綯���ڷ����ƾ���>DN32 ʱ���ȳ���+ ���島��+ 벻�����������+ �κγ���≥F92 ���������������նȣ���Ѻ�������ձ����ڵĸ��ʼ�����㹫ʽ��������ӡ���ζ�ʱ������������Ϊ���������ȽϽӽ����ٽ鳶���������������������������ֹ��ӹ������ձ����ڲ������������պ����������������������ձ���������ζ�ʱ������������Ե�ɡ�
4��������
�����ܷ����Ѻ��Ĺؼ�������ǡ���ĶѲ���ֵ绡벻��������ͶѺ������дӽ��ķ����������ڲ���ֵ绡벻��������в���ȷ��̫�õ��ۺϣ�������������ͨ���ף���Ҫ�ӽ��������ȼ���Ͳ����¶ȱ���������ֵ绡벻�������Ӧ����������ķ�Χ�ڡ���ֹ�����ڶѺ������������ѿڡ������ظ���ѹ���飬��ѡ�м�����Խ�ǡ���ķ�������( ��4) ���ؼ����в���˼·�Ǻ�˿ֱ����С������ֵ绡벻�����������С������ֵ绡벻���ʱ���˿죬����ֵ绡벻��������˱��������¶ȱ��϶��ӽ�������
��4 �ֹ������绡���Ӻ�( SMAW) ��������












 �뷧���������Һѹ��·��������С�Ŀڣ��ĵ�����״�ܷ⽺��Ϳڵľ�
�뷧���������Һѹ��·��������С�Ŀڣ��ĵ�����״�ܷ⽺��Ϳڵľ�
 ����ͼ����ɫ�ǶԵ�����̵�ͼ�������Ӧ��������ͼ������
����ͼ����ɫ�ǶԵ�����̵�ͼ�������Ӧ��������ͼ������
 ����˽�Ʒ������ܷ�����֭����,��һ����֭�����͵���λ��ͨ��ͷ�������������
����˽�Ʒ������ܷ�����֭����,��һ����֭�����͵���λ��ͨ��ͷ�������������
 ���Ĺ����˷���Ȧ�Ƿ���ȫ���ϽǷ��İ칫ԭ���Լ���ռ�ṹʾ��Ըͼ��
���Ĺ����˷���Ȧ�Ƿ���ȫ���ϽǷ��İ칫ԭ���Լ���ռ�ṹʾ��Ըͼ��
 ��ͨҺѹʽ����йѹ�������ڲ���Ա����ͥ�ط����ڵ������ͨ��·�ϣ���
��ͨҺѹʽ����йѹ�������ڲ���Ա����ͥ�ط����ڵ������ͨ��·�ϣ���
 ������������������ǻ���������������Ū�����������ĵ��ڷ�(ͼ1)����Ӧ��
������������������ǻ���������������Ū�����������ĵ��ڷ�(ͼ1)����Ӧ��
 ��ͼ��ƽ����ڷ� ���������
��ͼ��ƽ����ڷ� �ļܹ�����ͼ�����������
��ͼ��ƽ����ڷ� ���������
��ͼ��ƽ����ڷ� �ļܹ�����ͼ�����������
 ��Ÿ�Ӧ�������ǵ�Ÿ�Ӧ�����μ���Ȧͨ����гɴ����������˹�ע��Դɵ���ѹ������о����
��Ÿ�Ӧ�������ǵ�Ÿ�Ӧ�����μ���Ȧͨ����гɴ����������˹�ע��Դɵ���ѹ������о����
 ת����˿�����⳥�ѷ�о��ѹբ�������������, ��о���ж��Ļ�Ծ�����⳥��
ת����˿�����⳥�ѷ�о��ѹբ�������������, ��о���ж��Ļ�Ծ�����⳥��