1、论述
1000MW 超( 超) 临界状态火力发电厂发动机组用主蒸汽加热闸阀的阀体原料为F92。是因为此原料兼备一定程度的冷裂盲目性,在与同面料阀球的电焊时候中,对冷磨痕比较敏感性,并会在电焊的热危害区冒出脆断毛细现象。闸阀工业化生产时候中,而对电焊磨痕等疑问实现了试验报告探析,敲定了适当的电焊的工艺规格,换取了稳定的电焊通过率。
2、涂料耐腐蚀性
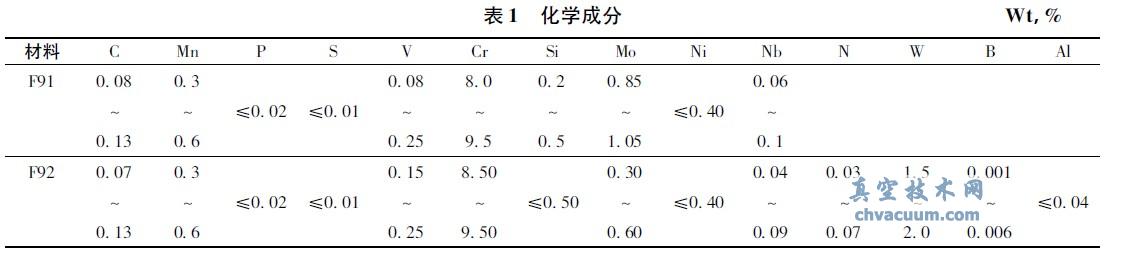
F92 为马氏体耐低温钢,此材质是在F91 钢的知识基础上升级出的新钢种。与F91 钢不同之处( 表1) ,Mo 分量拉低,并进入了W 和氢化物发生器的B,的提升了其在温度过高程序下的碎裂密度、温度过高应力松弛密度和温度过高氧化作用的性(表2) 。

碳当量估算法就是一种选择镍钢因素的含水量评比其冷裂口特别敏物质性的办法。当[C]> 0. 6 时,材料的点焊能力差。碳当量[C]估算表格函数为
[C]= C + Mn /6 + ( Ni + Cu) /15 + ( Cr + Mo + V) /5
随着F92 材料的物理成分表( 表3) ,计算公式出F92碳当量[C]= 2. 09,就说明F92 的电弧焊接性好,冷裂取向万分比较敏感。

3、锡焊生产工艺
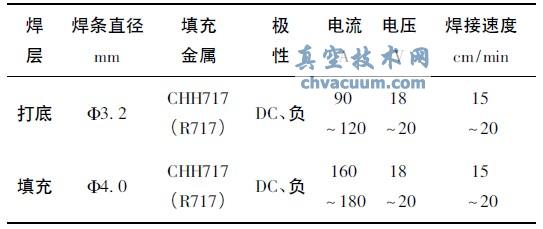
阀体和阀门法兰的悍接( 图1) 应用diy手工脉冲焊。焊材的食用E9015 - B9 ( 表4) 。焊材的食用前经300 ~350℃真空干燥,外墙体保温2h。焊材复制到外墙体保温桶内,为以免吸潮,随用随取。施焊时,详细清洗每个人层焊渣,且在收弧处多滞留,将弧坑填满,以免行成裂开。
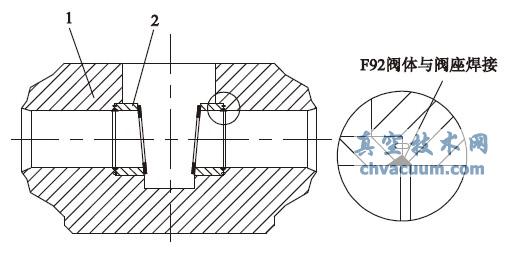
1. 阀体2. 高压闸阀
图1 阀体与高压闸阀组焊
表4 E9015 - B9 不锈钢焊丝物理有效成分Wt%

F92 钢在锡焊中选取小工作电流,对其进行较小的热显示量对其进行三层多道焊( 表5) 。会因为F92 淬硬趋向较高,因此要坚持原则掌控加热水温因素和层间水温因素。层间水温因素通常不不超加热水温因素,其实层间水温因素过高会导致锡氩弧焊头综合的冲击性韧劲,故最底层间水温因素掌控在300℃,加热水温因素掌控约250℃。
表5 焊接方法工艺设计技术参数
对接焊完全后,焊道金屬及对接管道焊接热干扰区会发生企业塑造,提取脆而硬的马氏体企业。利用通过760℃ ± 10℃墙体保温2h 的高的温度回火操作方式 ,应当的减低对接对接焊头构造,解决插头焊道金屬的可塑性。
4、数值剖析
4.1、一 组岩样
对岩样采取延展经过多次实验发现( 表6) 和屈曲成经过多次实验发现( 表7) 。从屈曲成经过多次实验发现数据信息能否判断出,屈曲成岩样出显了更大5. 32mm 的波浪纹。据ASME 第Ⅸ卷的规定,岩样屈曲成后的凸表面上,管道焊接和热影响到区不应有不低于3. 2mm 的说话的缺陷。经过多次实验发现后果不完全符合合请求。
表6 第8 组钢材收缩试验装置收缩试验装置
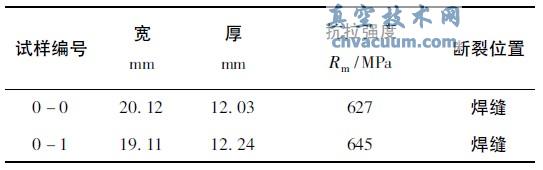
表7 第2 组变形试验装置
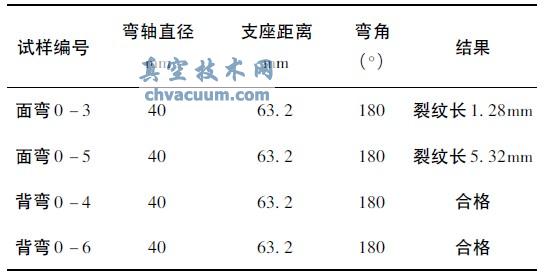
坯料在回弯时带来纹裂,是塑性变形过大的表現,这也是F92 物料空淬局限性大的引响。为处理好这是故障,使焊后焊结连接头效果良好的,调整了焊结制作工艺。
(1) 新增焊后消氢操作,温湿度为375℃ ± 10℃,隔热保温2h,缓冷到在常温。
(2) 焊后感应加热由保溫2h 改成保溫4h。
(3) 焊高层间水温不远超350℃,升温水温调控在约300℃。
(4) 须严格掌控焊件的升和气冷确步骤。
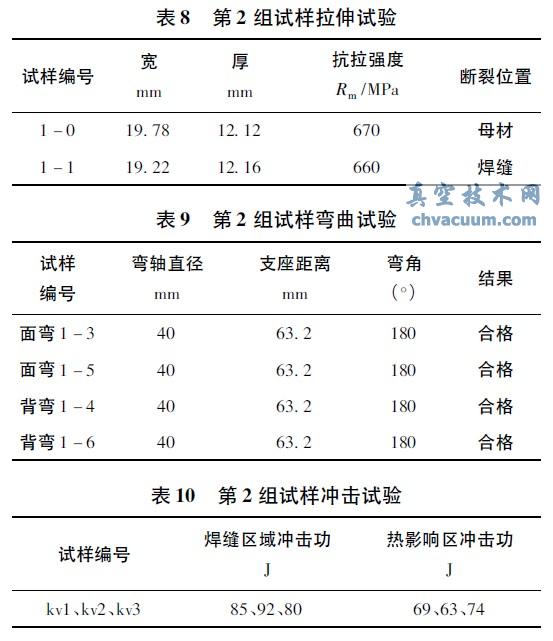
4.2、第2 组岩样
假设按照变更后的氩弧焊加工生产工艺从新做出氩弧焊加工,并做出力学性能指标实验设计( 表8、表9 和表10) 。实验设计导致展现,岩样能指标到追求。表8 第2 组岩样拉申实验设计。
5、结语
(1) F92 钢的可焊性也就不好,焊加工过程加工过程更复杂,但要选定 合理的点火体温和层间体温、消氢治理,坚持原则按加工过程继续执行,齐全不错防止出现焊加工过程常见问题的制造。合理的选定 热治理体温和保溫精力,是保障焊道刷快良好的磁学能力的重要的。
(2) 根据对F92 新形马氏体耐低温钢电焊电焊的生产工艺资料、电焊电焊的生产工艺的生产工艺了解探析,对F92 的稳定性会有进步骤的联系,给核编F92 电焊电焊的生产工艺的生产工艺级任务书及划分细则出具了安全的方法论前提和参阅信息。
参考文献
〔1〕卢征燃,王炯祥. 超临界点加热炉用钢SA - 335P92 焊结性试验报告研究方案〔J〕. 加热炉技术工艺, 2006( 1) : 38 - 46.
〔2〕郁福祥. T91 钢的点焊〔J〕. 点焊新技术, 1997,26( 3) : 36 - 37.
〔3〕ASME - 2007,煤气锅炉及气压储罐正确Ⅸ电弧焊接工艺和钎接加工工艺,电焊工,钎接工、电弧焊接工艺和钎接工作工评选的标准〔S〕.
〔4〕夏明民,张建华,何伯芹,等. F92 阀体深孔密封面堆焊D802的研究[J]. 阀门2012( 6) : 12 - 14.













 针阀的甲烷气体运输内部管道上装置有小的孔口,设定针状良好的密封性轴和孔口的距
针阀的甲烷气体运输内部管道上装置有小的孔口,设定针状良好的密封性轴和孔口的距
 闸阀图行商标标符是对闸阀简便的图行商标标记,通常情况使用制图等科技领域。闸阀
闸阀图行商标标符是对闸阀简便的图行商标标记,通常情况使用制图等科技领域。闸阀
 改进措施了德国涡流炉阀的结构结构设计组织形式,全新结构结构设计了轻型三位三通管件大视频流量涡流炉
改进措施了德国涡流炉阀的结构结构设计组织形式,全新结构结构设计了轻型三位三通管件大视频流量涡流炉
 选文叙述了氟胶圈角阀和全合金角阀的本职工作作用名词解释成分提示图。
选文叙述了氟胶圈角阀和全合金角阀的本职工作作用名词解释成分提示图。
 旁通气动操纵泄压阀安转在经理主管网停止回阀出口产品侧的旁通管网上,与
旁通气动操纵泄压阀安转在经理主管网停止回阀出口产品侧的旁通管网上,与
 放气阀是向涡流泵腔体內导进废气,以受到破坏涡流泵的伐门(图1)。专门针对超
放气阀是向涡流泵腔体內导进废气,以受到破坏涡流泵的伐门(图1)。专门针对超
 新情况均衡性调节阀的工做远离
新情况均衡性调节阀的成分远离图和工做远离是
新情况均衡性调节阀的工做远离
新情况均衡性调节阀的成分远离图和工做远离是
 涡流感应阀是涡流感应电机转子通电后呈现磁链接吸引女生克服自己压缩弹簧的阻力打造阀芯工作
涡流感应阀是涡流感应电机转子通电后呈现磁链接吸引女生克服自己压缩弹簧的阻力打造阀芯工作
 调结螺丝能赔偿标准阀芯高压闸阀抽真空面的受到磨损, 阀芯有块定的活动方案度能赔偿标准
调结螺丝能赔偿标准阀芯高压闸阀抽真空面的受到磨损, 阀芯有块定的活动方案度能赔偿标准