№ШУЪ¶НёЦХў·§Хў°еөјІЫөДјУ№Ө·Ҫ·Ё
2013-11-02 ё¶КЛС§ ёЯ¶«·§ГЕУРПЮ№«Лҫ
ЎЎЎЎНЁ№эёДҪш¶НёЦХў·§Хў°еөјІЫөДјУ№Ө·Ҫ·ЁЈ¬МбёЯБЛ¶НёЦХў·§өДЙъІъР§ВКЎЈ
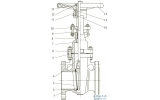
ЎЎЎЎ¶НёЦХў·§ФЪНЁ·з№ЬөАЙПЖрҝШЦЖІДЦКөДБчНЁБҝәННЈУГөДҪЗЙ«ЎЈёщҫЭПнУРБчЧиРЎЎўҝӘұХБй»о¶аұдЎўЙъГьЦЬЖЪіӨЎўЧйіЙҝніЁЎўУҰјұЧјИ·өИМШХчЈ¬әЬ№гУҰУГИнјюУЪЛ®ЎўФӯУНЎўМмИ»Л®ЖшЎўГАКіөИІъТөЈ¬јУёцЙПОТ№ъөД№ӨҳIөДСёЛЩөДБ¬Рш·ўХ№Ј¬іцҝЪ№ъІиТ¶КРіЎөДҝӘ·ўЙијЖЈ¬¶НёЦХў·§өДЛЯЗуБҝУлИХҫЮФцЎЈёЯ¶«Хў·§КЗУРПЮөД№ӨЛҫ20К®Дк¶НёЦХў·§ІъіцБҝКЗ2000НтҝйИЛГсұТЈ¬20К®¶юДк¶НёЦХў·§ІъіцБҝҪ«өҪ4Т»З§НтҝйИЛГсұТЎЈХвҫНөДұкЧјХў·§ІъіцөҘО»Б¬РшёДЙЖ№ӨЧч№ӨРтЈ¬ФЪәвБҝ·юОс·юОсЦКБҝөДЗ°МбПВПВЈ¬ЖҙГьСУіӨІъіцЧчУГЎЈ ЎЎЎЎХў·§өДХў°еөјІЫОӘУЪ·§АпГжЗ»Ј¬ЖдЙијЖөДИзПВНј1ИзКЗЈ¬4ёцҪЗРОІЫУлЦРЗ»ГӨҝЧЙијЖБЛХў°еҪб№ыөјПтІЫЈ¬Хў°еөДЙијЖөДИзПВНј2ИзКЗЈ¬Хў°еөД1Ўў2Ўў3Ўў4ҪЗ¶ФУҰ·Е·§МеөјІЫөД1Ўў2Ўў3Ўў4ҙҰЎЈ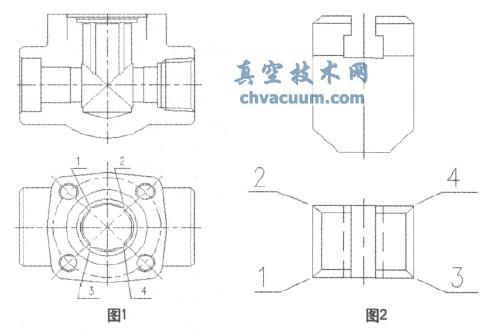











 іЙЖҪРРПЯГжПЯКҪХў°еБҪГЬ·вИҰГж»ҘПаіЙЖҪРРПЯГжПЯЈ¬ІўУРіЙЖҪРРПЯГжПЯКҪөҘХў°еәНіЙЖҪРРПЯГжПЯКҪЛ«Хў°еЦ®
іЙЖҪРРПЯГжПЯКҪХў°еБҪГЬ·вИҰГж»ҘПаіЙЖҪРРПЯГжПЯЈ¬ІўУРіЙЖҪРРПЯГжПЯКҪөҘХў°еәНіЙЖҪРРПЯГжПЯКҪЛ«Хў°еЦ®
 Хў·§УЦҪРХў°е·§,ЧоЦчТӘУЙ·§МеЎў·§ёЗЎўХў°еЎў·§ёЛЎў·§ГЕ·ЁАјәНійХжҝХ№ЗБП
Хў·§УЦҪРХў°е·§,ЧоЦчТӘУЙ·§МеЎў·§ёЗЎўХў°еЎў·§ёЛЎў·§ГЕ·ЁАјәНійХжҝХ№ЗБП