�����ǥ��¯�Ļ�е�ṹ���
����Ϊ�˸��õIJ�����������ϵͳ�����Ƚ��ܸ��ͺŵ������ǥ��¯�Ļ�е�ṹ����ͼ1��ʾ�������ǥ��¯���������ɼ����ҡ�¯�塢ǰ��¯���Լ��������ܲ�����ɡ������Ұ�װ��¯���ڣ��ɶ�����ȵ���ͱ��²㹹�ɣ����ȵ���ͨ��¯���ⲿ�缫�͵��µ����ӹ���28������С����ÿ��С���ֱ���һ�ɿع��ѹ��Դ��·���磺¯��Ϊ˫��ˮ�����ʽ�ṹ�����溸����ǥ��¯����Ĺ��ܲ���������ǰ��¯�Ź�������ң�ǰ��¯��ҲΪ˫��ˮ�����ʽ�ṹ���ֱ�װ�ڿ�������¯�����ߴ�ֱ����ƽ�Ƶ�¯�ų��ϣ�¯�Ż�����¯�ų��Ͽ���������������¯�����߷����ƽ�ƣ�¯�ŵ����������ƽ��ʹ¯���ܹ��رա�
�������ǥ��¯����Χϵͳ�������ϵͳ��ˮ��ϵͳ������ϵͳ������ϵͳ��¯��װ�ϳ���
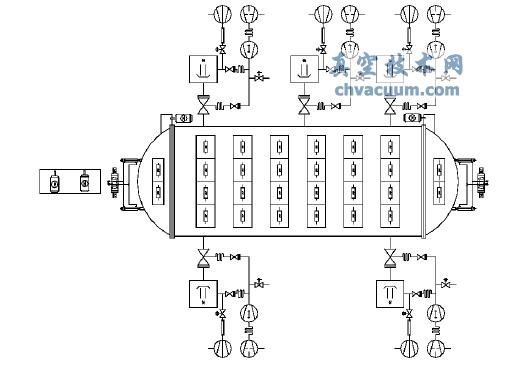
�������Ͻ�ǥ�������ϵͳ��Ҫ�ߣ����ϵͳ����Ҫ���㹻ǿ�����ջ��������������ǥ��ǰ���¶κ����ǥ�����¶Σ���Ӧ���㹻��������֤��������ӷ�ʱ¯����ն�������10 -3 Pa ����������Ҫ�����ϵͳ�нϿ���ȶ��ij��١����ͺ����ǥ��¯���õ���ջ���Ϊ5�ף�ÿ����ջ�������ã����������������ɢ��������ɢ������һ�����������ã������г��ٴ�����ոߵ��ŵ㣺��е�û����������Ԥ����պ���Ϊ��ɢ�õ�ǰ���ã��������ı��ͻ�������ɵģ�ά�ֱ�ѡ����Ƭ���������Ա�֤�豸��ʼ����ǰ��ɢ��Ԥ����ʱ��ǻ�ڱ���һ������նȣ�Ҳ�ɱ�֤�ڹ�����ɺ���ɢ����ȴ�����У�Ϊ��ʡ��Դ��ͣ���ıúͻ�����ʱ����ɢ�ò��������ɢ�����������;ÿ����ջ���ķ��Ű�����ǰ������Ԥ�鷧�ͻ����������ˮ��ϵͳ������ȴǥ��¯¯�ڡ���ɢ�á��ıá������ú���Ƭ�á�����ˮ�ܰ�װ��ӵ�ˮѹ������ˮˮѹ����ʱ��������·ˮ��������ȴ������������ˮ���У���ˮ��������ˮ�������ӡ��豸���ж�����������ӿڣ��������ֶ������ֶ��뷧��װ�á�������Ҫ������Ԥ����ս�ʵ�ֶ�¯�ڳ䵪���û���
����װ�������Զ����壬�����ɹ����������������ܡ��ܷ⽺���ȽM�ɣ��Զ��������ܿɳ�����ѹΪ��ѹΪ0.8 ��1 MPa������װ���Ͽ����Ŵ������ĺ��IJ����������ǰ������Ԥ�鷧��ǰ������¯�š��ۿ׳�����װж�����ۿף��������������̣����̵ĺ�ȹ����װ�����ۿ�����Ҫ��ȹ������䣬�ڿռ�ṹӲ���ϱ��Գ�����ѹΪ����ص��ܵ��������涨����ש���ϵĻ�������б�����̺��������̵������ĵ�ʶ�����̵ķ�չ�͵������ɹ涨���ڵؿ��ڵļ������������Ӵ���(������ѹΪ2.2 kW) �������ģ�������¯��λ���ƶ�ʽ�ı������ϵĵ�����������ڵĵķ����浼������ᣬ����һֻ��涨���������ϼ������������Ӵ���(������ѹΪ2.2 kW) �������������ص�����ʽ���ۿ��г���չ�͵��ˣ�ʹ���������ļ�ͬʳ���������ۿ׳���¯�ں������ϵĵ�������������ı�װ��ж�ϲ��衣���̵ĵ��������ۿ��������¯�������ó���ת������λ�����ı䵼��ľ�ȷ��������ۿ��������¯�㡣




 ������INCO718 ���²���ֵ�ʹ�ü��ӹ��������� �ŵ��ȱ�㣬���Ը��ļ��ĵ绡������
������INCO718 ���²���ֵ�ʹ�ü��ӹ��������� �ŵ��ȱ�㣬���Ը��ļ��ĵ绡������
 1Cr18Ni9Ti��Ᵽ�¸��Ȱ�ı�����ʵҵ��ʳ����㷺�����ز���һ��������ǥ��ǥ��
1Cr18Ni9Ti��Ᵽ�¸��Ȱ�ı�����ʵҵ��ʳ����㷺�����ز���һ��������ǥ��ǥ��