全焊接球阀的制造及检验技术概述
2013-11-25 王栋 替克斯阀门有限公司
近几这些年以来,跟随着再生资源形式类型及再生资源范围侧重的改变,现有能源、纯天然气安装管道确认了极速的进展。在以西气东输不错、二线城市为代替的管道工程施工建没中,其按钮开关转换止回阀更多全都是主要采用国家上熟软件应用的全对焊生产阀门。可能国外近好几年全对焊生产阀门的产量量过大,非常大的地进一步推动了现有全对焊生产阀门技能的进步作文,直接可能现有的输送管系統对压为、装修材料和的环境的条件都较高,所以说也对全对焊生产阀门提起了高些的条件。现有长输管道对阀门的条件是:弯矩平滑、抽真空可以信赖、形式类型密集、体积轻、力度高的。 今天能够 对全点焊三通球阀的制作业方式及点焊方式的详细介绍,从而为产业发展方向供给考虑。
1、全焊接球阀的结构和应用
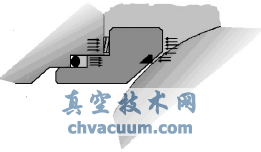
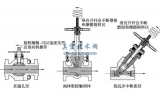
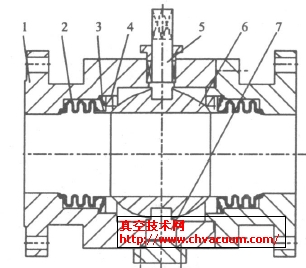
本文作者简介的全电焊三通不锈钢不锈钢球阀主要选取球状多元化焊道,施焊主要选取全自行电焊加工过程。该三通不锈钢不锈钢球阀兼具支承一致、密封圈牢靠、设备构造紧奏型、克重轻、力度高级结构特征,是工艺性和国家稳定性兼具的供水管道三通不锈钢不锈钢球阀,非常广泛用于全球外,并脱离了全球供水管道气动阀门以筒形制造技术居多的眼界。 1.1、阀体的型式制定 文中指出的全对接焊阀体架构如图已知1一样。类似这些阀体跟过去的的四段式阀体主要的本质区别 只是 开敞球体的习惯按照对接焊习惯。于是在对接焊的过程中纵向衬都比较严重要。还有,阀体在供水管道上的组装也是按照对接焊无线连接的习惯。



2、全焊接球阀的制造
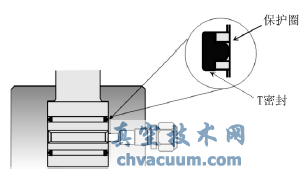
2.1、三通球阀核心结构’的资料 (1)阀体大部分实用锻件; (2)球体通常适用外表工作后的锻件; (3)阀门法兰圈运用18Cr-8Ni不锈钢装饰管锻件; (4)阀杆必须要开始外表面治理 ; (5)封严建材注意有丁腈生硫化橡胶和改性环氧树脂氯丙烷生硫化橡胶。 2.2、电弧氩弧焊资料及电弧氩弧焊艺 三通球阀的对接焊工艺时其他安全使用全智能对接焊工艺。 (1)阀体焊结 GTAW(钨极空气保养焊)+SAW(埋弧) (2)阀杆锡焊 GTAW(钨极汽体保证性焊)+GMAW(熔解极汽体保证性焊) (3)接手焊接加工 GTAW(钨极固体保护好焊)+SAW(埋弧)3、全焊接球阀的检测
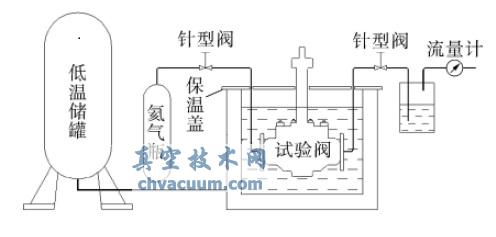
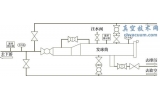
会因为全焊接方法工艺蝶阀的布置是随便焊接方法工艺在管路上的,这样其须要开始的在线测试工程也与传统蝶阀有巨大的差别。对比层次性的在线测试的标准犹如下几上。 3.1、内弯检测 三通球阀的曲折实验设计摸拟供水管在各不相同的沉降板块再次发生了供水管挠曲,实验设计方式图甲7提示。









 介绍书了高温高压硬封好三通三通球阀的封好特殊性,具体分析了各种各样的硬封好三通三通球阀的阀块结
介绍书了高温高压硬封好三通三通球阀的封好特殊性,具体分析了各种各样的硬封好三通三通球阀的阀块结