�����Ӷ��Է���Σ���մ�ͼƬͼƬ�ɿ��ճɵĹ��� �е���״ͼƬ��ͬ������������,������������ճɵĹ��� �е��α���,ʹ�ճɺ���մ�ͼƬͼƬ�ɿ�ͼƬ�ߴ�һֱ������,�ؼ����������븴�����е�����Ļ�����Ͽ��ƾ��ȡ�
��������������Ԫ������װ�ò�ʯ���ϻ�- ��ԡ��ԡ��ҵ�մɿ���,������������������������������,�����������Ѷ�ϵ�����ҳɱ�Ԥ���,����������λ�����������ʯ�����㲿����������һ��,1983 ��15�²�ί������GB4069 - 83������������ԡ��ԡ��ҵ�մ��㲿�������,����1996 �꽵Ϊְҵ��SJ/T10742-96 ���������Ϣ��������:�����������ԡ��ԡ��ҵ�մ�(ע�ܳ���) �����������ռ������������ͻ���������ĵȼ��������ֹ���;1-5 ����Ҫ����ĥ����������������,6-10 ��Ϊ��ĥ�������������ɵ���;6 ��˵�����з�ĥ����������(�պ����) ����Ҫ�ĺ�һ��ȼ��������֡�����1 ��
��1 ��SJ/ T10742-96 ���涨��6 ����7 �����������൱

����90���ǰ,�����õ�����ѹ����������취,��ȫ���������ʡ����ٴ�������ͬ�ǵ����Դ�ͼƬ���������Ҫ����������,��ɼ��Ĺ���ȿɿ���ǿ�����ܶ���ȫ�Կ��������ճɹ�������֤��Ʒ����֮�ҹ�����һ�����ܶ��书�������ܳ��ð�ȫ���趨�Ŀռ���,�������ĵ�����������Ҳ���ܹ�����±1.5%�ռ䡣90��ݺ���;��ѹ������ģ�����ܺ�,�Դ�ͼƬ���쳧�������� ����Ҳ�õ����˳���һ�����ļӿ�,�Դ�ͼƬ���в�Ʒ��ȫ�����������ʵõ��������Բ�����ߡ�Ȼ�� ,��������Ƚ����Դ�ͼƬ���쳧�Ҳ�֮ͬ����,�ҹ������Դ�ͼƬ�ܿǹ���ɿ���ǿ�����ܶȺ����͵�һ�������ϳ���Ƿ�ѡ�����,���ձ����Դ�ͼƬ�Ƽ���ҵ������ƽ̨(��дӢ�ı���ƽ̨) ��ĥ���쳧(�պ�) �ɿǹ���ȹ���Ҳ���ܹ�������±1 %��������,Ҫ����������ϸ�,�о�����ĥ���쳧��ʩ������,ʵ���Խ�����:�Դ�ͼƬ�����ܾ�ĥ���쳧��,ʵ���DZ��ƻ������зǾ��ʵ���ɫ,��ӹ������ر������ܵ�������Ⱦ,�����ܹ�ϵ�ɿǵķ�ӳ̶�,���ںܴ�̶�����������ɱ��ۡ�
����������չ�����ϵͳԪ���ķ�չ׳��,�Դ���ͼƬ���ҹܿǵĻ������(���빫�����λ�����) ��ȷ����ҪҲԽ��Խ�ߡ���ǰ����,����ͼƬ����ҵ������������ͼƬ������ò�����Ժͳ��뾫ȷ�ȸ�������Ҫ�������ͼƬ�����ճɵķ�ʽ ,�Ͼ��ɿ�Լ�ٷ�10������С���������ճɵķ�ʽ ��������,����С����ķ�ʽ ���ְ鷢����չ��״ͼƬ��ȫ�ķ�չ,һ���ķ�ʽ ���ݲ��ܻ�ʹ�ɿǵij��빫���ߡ���λ�����(���м��ʡ�����) ,���dz����������ֹ�����������ĥ�����ľ��弼�����Ż�����뾫ȷ��,�������������Զ�������������ļ��������,����ϸ�����ݷ�������ͼƬ�����ճɵķ�ʽ �еĹ���״��,̽�����ݺ�����ֹ������������Ͷ��ֹ����������弼����ǰ������,��ʼ���ݺ���С���������С��������ͼ�ʹ�����м�������ͼ����ʵ,ʲô���������ճ��������ֹ�������ͨ������,�����������ֹ��������Ļ�е���칤��Ͷ�ʳɱ�,������η�ĥ��������ͼƬ���ҹܿǾ�ȷ����Ϸ�ȼ���
1�������մɹܿ����ճɹ����в����α������
�����ɿ����ճɵ�ʱ���еı��͡������Ǻ������ͼƬ���ͼ������λ�������Ҫ�����ط�����ͼ1 �г��˱����¹�˾�������ɿǵ����ļ�����Ҫ����ͻ����ͬ�㡣ͼ1(a)Ϊ��������ֿڲ�����ͻ������,Ҳ�ǵ����������϶�ĵ�����,ƽ�����۾��ڼ����������,�Ѳ��ܹ� ӵ���ƶ�ͼƬ���ͼ����Բ�ȵĵ�Ҫ��ͼ1 (b)�Dz���ʻ�Ͳ������ͻ������,�������������Ը߶�,Բ�Ƚϼ�,����ͼƬ���ͼ���ƫ��;��Ȼ�Ļ�,�����ʳ���ײ����ò���ʹ��;�����˾���ͼƬ���ͼ����������ĵIJ��,��ʹ���߶ȱ�����ͼ1(c)�dz�˫��Ͳ������ͻ������,�����Ͽڲ�������Ը߶�,Բ�Ȼ��ܹ� ,���˾���ͼƬ���ͼ���ƫ��,��ʹ���߶ȡ�Բ���ζȱ���;��Ȼ�Ļ�,�����ʳ���ײ����ò���ʹ�á�ͼ1(d)���ϲ����������ͻ������,�����Ͽڲ�������Ը߶�,Բ�Ȼ��ܹ� ��ʵ����,������ͼƬ���ͼ���ƫС,���߶ȡ�Բ���ζȱ���;��Ȼ�Ļ�,���ʳ���ײ����ò���ʹ�á�ͼ1(e)�dz�˫��������ͻ������,�����Ͽڲ�������Ը߶�,Բ���ܹ� ��ʵ����,������ͼƬ���ͼ���ƫС,���߶ȡ�Բ���ζȱ���;��Ȼ�Ļ�,���ʳ���ײ����ò���ʹ�á�ͼ1(f)�Ǵɿ��ܲ���ͻ�����Ż�������(���������ߵ�������б����������,�������Ը߶����Ƶ�ͼƬ���ͼ�����Ը߶��Բ��ϸ�) ,�����ͼƬ���ͼ������λ����ͻ���˽ϸߵ�ƫ��ֵ,ƽ�����ǷϾɡ�ͼ1(g),(k)���ܲ��ִɿ�ͼƬ���ͼ���������,���������⻬��Ը߶�,������С,ʵ�����ͼƬ���ͼ����ܹ� ���ƶ�ͼƬ���ͼ���������������;��Ȼ�Ļ�,�ͱ����dz��
ͼ1 ���ļ����Ƚ����͵ĴɿDZ���չʾͼ
�������ִɿ����������������,��������£ʱ������¯Ҥ�ڳ�������ʱ����Ȼ����ʵ�С�����˾װҤ��ģʽ��֪2 ��֪,��Ϊͼ3(b)�еĵ���ڳ������µ�����¯Ҥ��ʵ�дɿǵ��սṤ�ա�
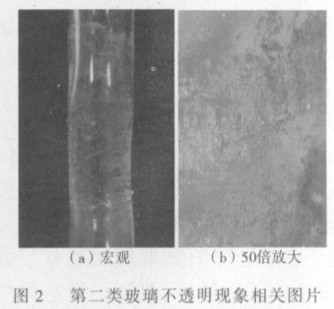
ͼ2 ���ɿ��ճɳ���ͼʾͼ����ͼ3 ��Щ����ʹ�õĵ����״ͼ
������ͼ2 ��̸,�ɿǡ���š�����ɳ�ͳ��հ���ɹ������ճɵ�λ,�������ճ�ʱ��֧������������,���л��ձ鶼������������ȡ�Ĺ���(��������ʡ��������հ��ĥ�������������հ�IJ�ƽ�ȡ�����ɳ��ϸ�Ⱥ�ɳ��ĸְ��ȵ�) ��������ö��������ȡ����������û�������������,��ҵ�մɹܿ����ճ�ʱ�о��������ֱ���,�����ڵ��е���һ����ȡ�ܲ�,һ����ʹ������һ�ֵ����岻����,���Ӣ�ĿɴӶ����´ɿǽ�����̬�ı�Ǩ���ɿDZ���Ҳ��������ָ����չʾ��̬��������,һ��Ĵɿǵı����ط���������������հ�ʹ�õĵײ�,������ô��ͼԼռ�ճ�����1 %��3%;����Ʒϵ(���ڹܡ����˳�) ������ô��ͼ�ϸ�;˫�ѵ�װ�ճɵĴɿǸ������������ڵײ�Ͷ���,��Ŀ�϶�;����ʱ�������ijһ��Ʒϵ��һ�������֡�������ʽ��̬ƽ��ʱ�������ֱ������ĿԼռ��������3%��5% ,���ε�ʱ����ռ��������10 %���ڡ�ʵ��ʵ���������,ͼ1(a) �����������ǵ�����ɿǾ�����ס,ʹ�ɿ�������ʱ�ձ鶼�������������������;����,˫�ѵ��մɿ������,�����ɿ����b���϶����,��ط���϶������ɳ��ס,�������������ɿ�����,��ſ۴���������������������(b)�������������е˵�ŵ����������ɿ���������,����ɿ�������ȡ��϶�������ɳ����ɫҲ�������֡�(c)ͼ�����������Ǣ��ϡ��е˵�ŵ������������ɿǵ���������; ��������������ε�,�Ӷ��������������; ������ʱ�������������ʱ���ڲ�ɳ�ɹ�����˷�ڡ�(d),(e) ͼ�����������ǵ�ŵ����������ɿ�����(a �ʽ���) ; (f)ͼ�����������ǵ�Ž�������Ȼ�ı���(����) ,����װҤ����ʹ�ɿ��պ����ƫ�ơ�ƫ�Ƶ�����;(g),(k)ͼ�����������Ǵɿǵ�ʵ��Ч����������ų߱�ֵ����ʴ��Խ��,�����Ͻ�ģ�ߺͻ�ѧԭ���ô�������ͼƬ������������ƺ�ȸ��������
������������װ�����C���ɿDz��������Ա��κ�������������: �ٵ�źʹɿǵĻ����������𡢲�����Ӧ��������ġ��ڵ���ܴɿǵij���Ħ����(��ѹ��) �����ư�ij���Ħ��ĥ�������ȡ�����һ��������ġ��۴ɿ���Ҥ�ڷ��Ȳ���������ġ��ܴɿ����ŵ����ü�������������ġ���װҤʵ�ʲ�����������ȷ������ġ�









 ͨ����̽������ϵͳ����ԡ�մ���Ʒ����̽�롢��������ԡ�մ���Ʒ��40Cr�ֵij������
ͨ����̽������ϵͳ����ԡ�մ���Ʒ����̽�롢��������ԡ�մ���Ʒ��40Cr�ֵij������
 ��ĿǰΪֹ�������缼���̴������Ե��ȱ�����ƫ��, �սṤ��ʽɢ��Ƭ�Ծ���
��ĿǰΪֹ�������缼���̴������Ե��ȱ�����ƫ��, �սṤ��ʽɢ��Ƭ�Ծ���
 �ȳ�������ܽ�-��¶��ұ��������������,����ʹ��̼���滻�����̵õ�
�ȳ�������ܽ�-��¶��ұ��������������,����ʹ��̼���滻�����̵õ�
 ���ΰ��˷���ջ���ϵͳ��Ҳ��Ҫ���쳣���ϵĴ�, ������ĸƬ��, ʯӢ���崰, ���챦ʯ
���ΰ��˷���ջ���ϵͳ��Ҳ��Ҫ���쳣���ϵĴ�, ������ĸƬ��, ʯӢ���崰, ���챦ʯ